Democratized Toolmaking
This moldmaker’s move from a top-down management structure to a team-oriented approach has led to a more flexible and efficient production process.

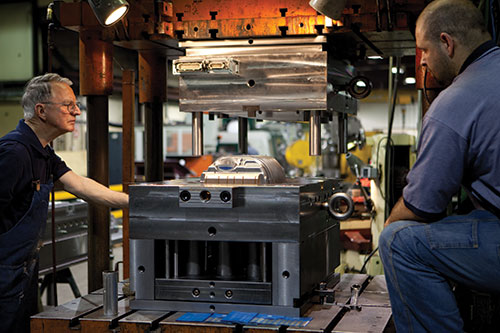
The success of Dura Mold’s decentralized approach to management depends on the skill, expertise and commitment of department leaders and their teams. Here, long-time employees Rick Bonds, lead moldmaker (right), and Larry Pazder, part of Bonds’ mold team (left), make final adjustments to a tool. (Photos courtesy of Creative Technology Corp.)
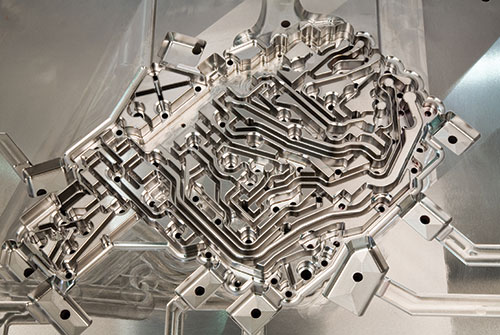
This transfer plate for a car’s automatic transmission was one of the first jobs Dura Mold took on after ramping up its high-speed machining capability, which Kite says is now critical to the shop’s competitiveness.



At Dura Mold, there’s no such thing as a plant manager or foreman. When a job comes in, no single person is responsible for reviewing the design, scheduling the work, routing the parts through the shop, or holding the various departments accountable. Rather, these functions are handled collaboratively by the leaders of individual departments in regular meetings mediated by co-owners Mark Kite and Frank Bock.
That hasn’t always been the case. Until recently, the Stevensville, Mich.-based plastic injection mold and die-cast die manufacturer was organized like any other shop. The plant manager at the time did a great job, Kite says, and the shop was doing well by any measure. Nonetheless, he reports that moving away from the traditional management approach has boosted overall efficiency by better leveraging employees’ knowledge and skills, improving communication and flexibility, and instilling a sense of teamwork that keeps everyone on-track and focused on the big picture.



People First
Dura Mold’s collaborative approach might not be surprising to anyone familiar with the company’s history. Were it not for Kite’s confidence in the skills and commitment of his staff, the company never would have gotten off the ground in the first place. In 2004, Kite’s then-employer, Tri-M Mold, decided to close the doors. Rather than watching the business they’d built during the course of about 30 years disappear entirely, the owners offered Kite a proposition: If he could arrange to lease the 25,000-square-foot facility and purchase the equipment within a few weeks, they’d give him a good deal. “We had a really great group of skilled, hardworking people who were ready to keep building quality products, so I felt confident we could make it work,” he recalls.
Before long, Kite had hired all 22 members of the old Tri-M staff and ensured commitments from the company’s existing customer base. He also entered a partnership with Bock, who brought to the table additional customers as well as deep technical expertise that proved critical to implementing the automation, high-speed machining and other technologies that continue to keep the now 47-employee company competitive.
A Collaborative Approach
Kite also gives Bock a large share of the credit for the shop’s decentralized approach to management, although adopting it was more reactive than proactive. When the plant manager moved to a new position within the company in 2010, the co-owners were faced with the difficult prospect of finding a qualified replacement who would also mesh well with the company’s employees and culture. At Bock’s urging and after much discussion, they decided to try something different instead. Rather than dictate from on high, they’d let those closest to the work decide how best to handle it.
Today, the leaders of each department gather on an almost daily basis to prioritize work and strategize about how to approach it. These meetings offer a chance for each participant to update the others on the status of the work in his or her department, to communicate any specific needs, to gain insight on what’s coming down the line, and to provide input on how jobs might be scheduled and routed through the shop. Compared to the previous, top-down approach, Kite says this model has a number of advantages:
• Better use of human resources. Letting each department determine how to meet its own responsibilities ensures the shop can reap the full benefits of its employees’ expertise. Department leaders not only develop schedules for the equipment in their particular areas, but also help determine the specifics of how parts will be processed. For example, when a new job comes in, everyone has a chance to examine the model and suggest changes that might make it easier to manufacture. In many cases, insights based on a department leader’s deep knowledge of his own area result in efficiencies that might never be realized if this task were left to a single person who had to think about the entire process, he says.
• Improved communication and teamwork. Getting everyone together in the same room also ensures each department leader has the big picture in mind when developing a plan of attack. In short, everyone can account for the shop’s overall goals as well as the activities and needs of the other departments when strategizing about their own portion of the work. This open communication is a stark contrast to the “tunnel vision” that often resulted from departments simply doing what they were asked, Kite says. In addition to ensuring efficient workflow, it expands the camaraderie that naturally develops within individual departments to cover the entire shop. “Rather than working independently, the different groups work together to make everyone’s job better,” he says.
• A more flexible process. This team-oriented approach makes accommodating schedule changes and emergency work much easier, Kite reports. For example, say a customer requests an urgent part alteration that requires re-cutting EDM electrodes. The CNC department leader is in a better position than anyone to determine how his area might accommodate that work, Kite says. Moreover, anyone around the table can offer assistance in the interest of the greater good. Perhaps the CAM programmers can reschedule less-urgent work in favor of the electrodes, or perhaps the wire EDM operators can wait on the job currently occupying the CNC machinists. In some cases, cross-trained employees move from one area to another to help. This approach has proven more effective than relying on a single person’s creativity and resourcefulness to deal with such scenarios without adversely affecting throughput or ruffling any feathers—a stressful task, to say the least, Kite says.
• Built-in accountability. The shop’s collaborative approach also eliminates the need for most formal oversight of employees, Kite says. In part, that’s because the various department leaders are working to deliver on their own promises and commitments rather than those laid out by someone up the chain. Additionally, working in full view of peers fosters an atmosphere of friendly competition that helps keep everyone on track. However, Kite notes that the dedication and commitment his staff members have brought to the table from the outset is just as important. “We’ve got a great group of people working here, and that’s really what it takes to be successful,” he concludes.








Related Content

MMT Chats: The Connection Between Additive Manufacturing Education and ROI
This MMT Chat continues the conversation with Action Mold and Machining, as two members of the Additive Manufacturing team dig a little deeper into AM education, AM’s return on investment and the facility and equipment requirements to implement AM properly.
Read More
What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
How to Solve Hot Runner Challenges When Molding with Bioresins
A review of the considerations and adaptations required to design hot runners and implement highly productive injection molding operations.
Read More
MMT Chats: Eliminating the Noise to Stay Focused on the Customer
Metro Mold & Design joins me to discuss the value of the 80/20 rule as a business strategy, its talented cross-functional team, the role of automation in mold building and molding, and the continuing impact of COVID-19.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More