
Caring for Hydraulic Cylinders
Preventive maintenance on these important components will help keep a mold running.



Sooner or later, everyone is faced with the consequences of poor maintenance. Perhaps the most obvious example is in owning a car. A new car requires a big investment, so one would think taking care of the car would be a top priority. Proper maintenance is oftentimes forgotten or neglected, however. The oil isn’t changed, the tires aren’t rotated, and the engine is not checked, which leads to costly problems that could have been avoided if the owner had followed the recommended maintenance plan.
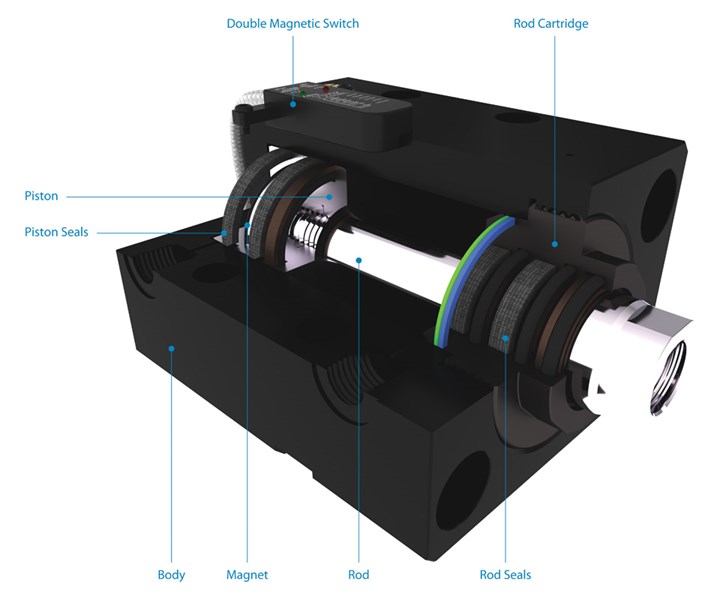
Figure 1-Hydraulic cylinders are often used to tackle a mold’s complexity challenges, making their maintenance vital to avoid leaks that can lead to repair or replacement. A standard hydraulic cylinder has several parts that should be considered in a maintenance plan, including the body, piston, rod and seals.
Photo Credit: Alba Enterprises
Owning a mold is no different. It requires a big investment in time and money, and demands regular maintenance for optimal operation and to produce a quality end product.



Over the years, molds have become more complex, requiring the use of undercuts and multifaceted cores. Often those cores need to move prior to, and independent from, the mold opening and closing. Hydraulic cylinders have become important and often necessary mold components for tackling this complexity. Not taking proper care of these components can lead to leaks that reduce cylinder pressure and speed, and slow press efficiency, and that ultimately leads to downtime for repair, return or replacement.
Standard hydraulic cylinder parts are the same across all cylinder types and sizes (see Figure 1). These standard parts include a body made of steel, aluminum or a combination of the two, in block or tube form. Also standard is a piston that moves under hydraulic pressure provided by inlets on either side. Pressure release on one side of the piston and an increase of pressure on the other side will cause the piston to move back and forth within a cylindrical channel in the body. Attached to the piston is a rod that extends beyond the body and attaches to the moving cores within the mold. Seals are located between the rod and piston and body, keeping the oil inside the cylinder body and on the side of the piston where pressure is required. These seals also keep the metal parts of the moving rod/piston from touching the metal parts of the stationary body. Some cylinders also have external switches that are used to read the piston’s position. An aluminum-body cylinder uses a strong magnet inserted into the piston that is read by an external sensor. Steel-body cylinders use a mechanical switch.\
Here is a review of some of the more common problems associated with cylinders and their related parts, and a few prevention strategies:
Wear and tear. A certain level of wear and tear on cylinders is expected, because they are used within molds running at fast production cycles. However, O-rings and wipers discourage steel-on-steel contact within the cylinder, which ensures that wear only affects the rod and piston seals. Keep in mind that if those rod and piston seals are not replaced when necessary, however, the more expensive parts of the cylinder, namely the piston and rod, will become damaged.
The trick to minimizing wear is identifying it before it becomes a problem for the whole production process. For example, look for modest leakage from the rod or a slight slowing of the rod’s extension and retraction under static pressure. Leakage is a sign that the seals placed around the opening of the rod are failing. This could contaminate the plastic parts being molded, causing the need for production to stop. Keeping the environment as clean as possible and wiping used fluid away from the rod will reveal any leakage. Slight slowing of the action is typically the consequence of fluid moving from one chamber of the cylinder to another because of piston seal failure. A small leak can reduce the amount of force the cylinder can generate when pushing or pulling, which could cause the core to not reach the correct position on mold opening or closing. The solution for both problems is to remove the cylinder, replace the affected seals with new ones and put the cylinder back on the mold. Kits that contain special tools to help change seals are available.
The type of fluid used to power the cylinders also can impact wear. Cylinders can be powered by water, glycol or mineral oil. Water and glycol are less expensive but do not work as well as mineral oil. They also are much more aggressive and can wear the seals faster than oil. Glycol generally melts the material used in seals and magnets, and corrodes steel and aluminum. This happens with temperatures from 60°C to 80°C. Under such circumstances, a much shorter cylinder life should be expected, or specific seals made of materials better-suited to water and glycol should be requested from the manufacturer.
Figure 2-When the rod axis is misaligned with the component movement, the rod bends and causes uneven seal wear.
Misalignment. The rod in a cylinder is designed to withstand very high push and pull forces, as opposed to side movements, which will break them. Therefore, when the rod axis is misaligned with the component movement, the rod is subject to a bending motion. This misalignment may be caused by mistakes in the design of the mold or in its mounting during setup (see Figure 2). This misalignment also can cause uneven seal wearing. A rod that is slightly tilted inside the body or tube will rub more on one side than the other, causing both the rod seals and piston seals to wear more quickly in those areas where the rod and piston make harder contact. This will reduce the number of cycles that can be run between seal replacements.

Figure 3 - The cylinder’s rod (pictured here), piston, body or tube will get scratched when metal touches metal due to any misalignment.
Misalignment also causes metal-on-metal contact, which can scratch the rod or piston. Seal locations are designed for straight alignment of the rod and piston. If they are tilted in relation to the body or tube, there will be metal-on-metal contact that will damage the rod first. In more severe cases, the misalignment can also scratch the body or tube, or even snap the rod in half (see Figure 3).

Figure 4 - A floating joint, which is a loose connection between the rod’s end and the moving part of the mold, can help solve small misalignments.
Small misalignments can be forgiven through the use of a floating joint, a slightly loose connection between the end of the rod and the part of the mold being moved (see Figure 4).
Debris. Any environment that includes machines is likely to also include fine metal chips, or swarf, which can make its way into hydraulic systems. There, it can continue to circle and wreak havoc inside the cylinder, sticking to and damaging seals, and therefore requiring that they be replaced sooner than planned.
Metal-on-metal contact with swarf or any metal part of the cylinder will also cause scratches on the body, rod and/or piston, which in turn could cause oil leakage when the rod passes the seals. As the oil slides past the piston seals, overall cylinder performance also will decrease. The metal-on-metal contact could also generate cracks inside the body of the cylinder, causing even more severe leakage.
One way to prevent debris from wreaking havoc is to use microfilters in the oil/fluid circuit or the hydraulic system that pumps the fluid into the cylinder. However, their condition should be checked frequently to make sure damaging particles, including swarf or other contamination, are not infiltrating the system.
It’s important to note that if the volume of the cylinder chamber is smaller than the volume of the feeding tube to the valve, the oil volume can hardly be flushed out and replaced. Instead, the same oil will move back and forth in that section of the circuit. In this case, once debris reaches that part of the circuit, the tube must be detached from the cylinder, drained and plugged back in. Also, when the mold is removed from the press, fresh oil should be put in the cylinder and tubes, and the ends of the hydraulic lines or tubes running to the cylinder should be capped.
Misuse. Cylinders have their limitations, so it is important to adhere to manufacturer recommendations for maximum pressure, speed and temperature. Here are some examples of how exceeding these recommendations can produce undesirable results:
Over-pressure. Cylinders are designed to tolerate certain pressures based on their steel or aluminum makeup, whether these materials are in cylinder or block form, body features (a tube with a tie bar, for example), and tube thickness, dependent on the length and diameter of the cylinder. Exceeding the recommended pressure will crack the body or deform the tube. Cracking could also occur during the use of check valves, because the plastic injection pressure coming from the mold will increase the oil/fluid pressure inside the cylinder well over its recommended value.
Over-speed. High speeds will make the piston hit the front or back of the cylinder with a force that will cause that part of the cylinder to fail, also breaking the rod at the piston’s joint. The high pressure caused by over-speed deforms the tube and can also generate a cavitation effect that can damage the rod along its whole circumference.
When a fluid is subjected to rapid fluctuations in pressure at constant temperatures, it undergoes a phase change. When the vapor pressure of the liquid is equal to the pressure of its surroundings, the liquid evaporates, for example, so, at low pressures, there is a chance that a few of the liquid molecules will become gas, which then forms bubbles or voids or cavities. When the pressure is brought back to its original value, the molecules return to the liquid phase. This sudden phase shift creates intense shock waves that can even erode the walls supporting the liquid. This is the cavitation effect.
Speed can be controlled with flow regulators or a cushioning system that helps decelerate the piston more effectively at the end of a stroke, allowing for higher overall speeds.
Over-temperature. Metals can withstand only so much heat before their properties are compromised. For aluminum, for example, the maximum temperature is around 120°C. Things worsen when sensors are mounted on the cylinder, because even low temperatures can impact the functioning of their electronics. Thermal insulating plates, commonly used on molds to insulate the machine from the heat generated by the mold, should be considered if the temperature inside the mold is higher than what is recommended.
Human error. Operators around a press also can inadvertently damage the rod and cylinder. Special care should be taken to prevent objects from falling on the rod, especially when it is fully extended. Operators can also cause rods to bend if they open or close a mold when the cylinder is not in its required position, stressing the rod in all the wrong ways. This can be avoided with the use of end-stroke sensors that detect the position of the rod and send a signal back to the press. This also can help reduce the possibility of damaging the cavity or other parts within the mold.
Operator error also can lead to rust, another common problem with cylinders made of aluminum or pre-hardened steel. Some operators get in the habit of giving the entire mold a water shower, which speeds up the rusting process. Injection molds also use water cooling lines that can leak or spill as they are disconnected, and shop humidity also can cause rust.
This quick overview of the most common problems associated with hydraulic cylinders is intended to help maintenance teams take the best possible care of this important component of the mold and avoid or reduce costly downtime.








Related Content

What You Should Consider When Purchasing Modified P20 Steel
When buying P20 steels that have been modified, moldmakers must be aware of the variations and key issues that affect delivery, cost and lead times.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Line Width vs. Depth Ratio in Laser Engraving
A laser does not produce 90-degree sidewalls. It requires a certain amount of draft in order to produce the required pattern.
Read MoreRead Next

Simplifying Mold Design
Self-locking cylinders enable movement of sliding cores without the need for heel blocks or additional cylinders. This allows for a smaller mold base, less complex mold design and reduced material costs.
Read More
How to Correctly Size a Hydraulic Cylinder
This week Randy shares steps for correctly sizing a hydraulic cylinder on a mold.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More