



The H-J Family of Companies
An H-J programmer uses Mastercam to program and simulate tool paths. Images courtesy of Mastercam/CNC Software Inc.

H-J mold builder measuring the mold for an insulating board.

H-J relies on a Mazak VCN-530C vertical machining center coupled with Mastercam Dynamic Motion technology to produce bushings.
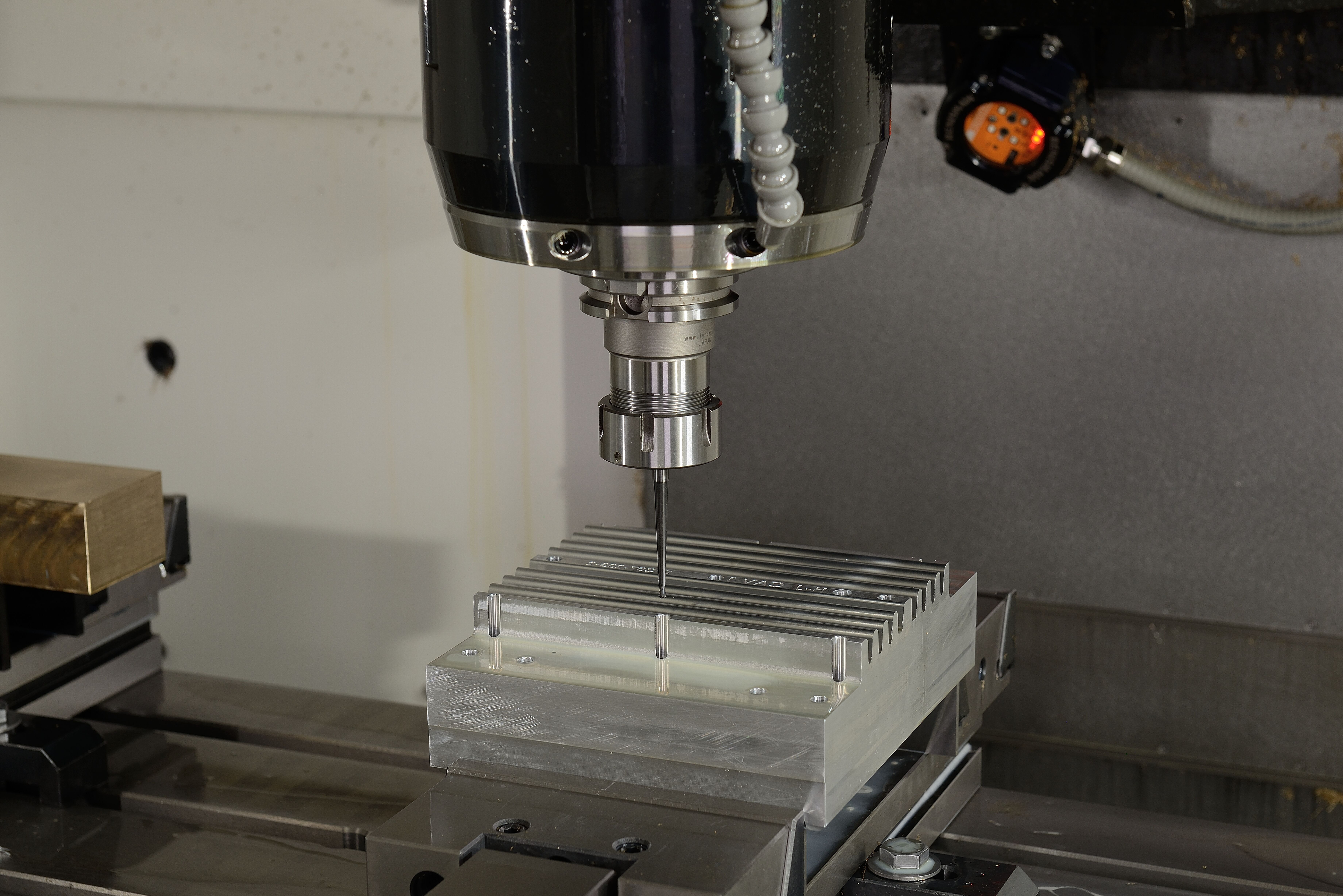
Close-up of workpiece being machined on the Mazak VCN-530C VMC with Dynamica Motion.
Founded in 1969, The H-J Family of Companies (H-J) is a global supplier in the transformer, switchgear and breaker industry. Headquartered in High Ridge, Missouri, with sales offices in 11 countries, H-J employs 500 people and is the leading manufacturer of electrical power transformer components in the Americas. The family-owned company’s original 800 square feet of manufacturing space has now expanded to 350,000 square feet in manufacturing facilities in the U.S., China and Mexico.
H-J operates as a machine shop, a foundry, an epoxy resin molder and more to manufacture an extensive product line that includes bushings, insulators and custom engineered products. Their products show up on the street anywhere a wire connects to a transformer on the power grid. However, on top of H-J’s electrical products impacting millions of lives around the globe, especially during times of disaster and downed power lines, they also help to keep the manufacturing sector humming.



“We impact so many different areas of manufacturing,” says Doug Goforth, H-J’s manufacturing support and improvement manager. “At some point in time, what makes the world go ‘round passes through our product.”
To produce tools, molds and patterns for its products, the team at H-J relies on end mills and CAD/CAM software from Mastercam® (CNC Software). The patterns support the foundry operation and metal-casting side of the business and the molds are used for epoxy casting. H-J invested in four seats of Mastercam to support its growing machining staff of 20 people, including machinists, moldmakers, programmers and simulation engineers.
Most of H-J’s parts are produced on vertical machining centers, while molds and patterns are predominately milled. At one time, the company produced four molds per year requiring extensive hand polishing and finishing. Using the right CAM software and specialty tooling, the company now averages one mold per month without a significant increase in labor, and its current molds are more complex than their predecessors.
“Mastercam helps us optimize our machines and use them the way they’re designed to be used,” says Bobby Schaper, CNC programmer. “We do not have to job out molds for specific part profiles that we couldn’t do in the past.”
Partnering Up for Better Machining
In November 2018, CNC Software partnered with Harvey Performance Company in Rowley, Massachusetts, and its Harvey Tool and Helical Tool brands of specialty carbide end mills and cutting tools in Gorham, Maine, to provide packaged solutions.
Tool paths within Mastercam are now able to integrate Harvey Tool’s selection of tool options. Harvey is known for specialty profiling, and miniature tooling and Helical offers material-specific, high-performance end mills. Bringing the power of CAM software closer to cutting tool technology increased the productivity of H-J’s existing machines.
Also, H-J implemented a continuous improvement plan and uses on-site training from Mastercam Reseller QTE Manufacturing Solutions in St. Charles, Missouri. H-J contracts with QTE to provide quarterly training and application assistance on-site. H-J also continuously evaluates all tooling, fixturing and CNC equipment.
“Our QTE technical engineer can’t believe the results we are getting from our equipment and processes. We have $200,000 mills that are consistently putting out quality parts normally seen on $500,000 machines,” Goforth says.
Most parts that H-J manufactures range anywhere from 0.5 to 100 pounds. To accommodate this large variety of parts, H-J’s moldmaking operation requires two shifts to service the entire factory of molding presses that operates on three shifts. Each mold typically has at least two cavities and in some cases, up to six cavities. Fitment tolerances are ±0.002 of an inch.
Bringing the power of CAM software closer to cutting tool technology increased the productivity of H-J’s existing machines.
Recently, H-J made a mold for research and development purposes for a part that was 14.5 inches in diameter and five feet tall with a hollow center. Each aluminum mold half weighed 1400 pounds. Due to its size, the mold was divided into four pieces per section and had two parting lines. The configuration allowed a 45-degree rotation of the block to minimize the tool’s reach to the bottom of the shed. With no five-axis machine available at the time, H-J machinists performed three-axis machining, reaching five inches deep using 0.25-inch-diameter Harvey Clearance Cutter end mills, to complete the job.
“These end mills are designed for deep-cavity profiling and allow us to machine surfaces that have radial draft. Radial draft tapers off to 0 degrees at a parting line, making it impossible to machine with a standard tapered tool. The Harvey Clearance Cutter has a relief behind the flutes before it tapers up. It is the perfect tool for our applications,” Schaper says.
The most daunting aspect of performing this three-axis machining operation was locating each block in the machine because a flat surface did not exist once the part was tilted. H-J used Dynamic Mill, OptiRest, and OptiRough tool paths to complete the process. Dynamic motion technology allows the tool to machine under consistent conditions by ensuring the chip load is relatively consistent throughout the entire cut.
“Because a programmer can trust the chip load to be consistent, he can better manage the heat generated during aggressive milling. As long as the chip is the desired thickness, which ensures that it has the mass to pull the heat away from the cutter or workpiece, it will remove the heat during the cut,” Schaper says.
Dynamic mill allows programmers to take very deep cuts eliminating the need to cut pockets multiple times due to stepping down in layers.
OptiRest is using OptiRough technology, plus it references a stock model to identify the target material, allowing programmers to target specific shapes of in-process material for removal. H-J programmers used OptiRest to tilt all of the flat surfaces 45 degrees, requiring them to use a tooling ball to locate each block.
OptiRough is a bi-directional cutting strategy that removes large amounts of material quickly via Dynamic milling motion. Large, aggressive cuts are followed by fast, smaller up-cuts to deliver a fully roughed part safely and quickly. H-J uses spindle speeders for finishing to increase machine speeds up to 50,000 RPMs.
Before using these tool paths, H-J programmers used small stepdowns and large stepovers with indexable tools. Dynamic Motion technology allows H-J to take a different approach and use end mills to achieve the same results, sometimes faster. Dynamic Motion tool paths boost machining accuracy and efficiency, according to H-J.
Compared to traditional cutting tool paths that use only the nose of the tool, Dynamic Motion tool paths use the full flute length for more consistent tool wear and extended tool life. By controlling side cuts, the tool does not overload.
Then programmers used Flowline for finishing the mold. The flowline toolpath machines surfaces or solid faces using their longitudinal or lateral ‘flowlines” as the actual toolpath motion.
“Flowline is a highly accurate tool path capable of supporting undercut tools for undercut machining of difficult to reach features,” Schaper says.
Reaching the Finish Line
H-J had six weeks to pull off the part design, product design, mold manufacturing and part production to get the part to a trade show. With the help of these Dynamic tool paths, Harvey Clearance Cutter end mills and vendor support, H-J produced the mold in three weeks. The final part weighed 230 pounds.
“We’re making molds in eight to 12 weeks, which sets us apart from a lot of mold shops and product manufacturers. With the productivity of Mastercam, tooling suppliers and vendor support, we can now take and produce custom products, complete with tooling, in weeks as opposed to the better part of a year,” says Goforth.
Mastercam/CNC Software Inc.
Harvey Performance Company
H-J Family of Companies
QTE Manufacturing Solutions, Mastercam reseller








Related Content

Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read MoreRead Next

A CAD-for-CAM Toolbox Helps Moldmakers Design Better Molds
An important CAD function that a CAM package should offer moldmakers is a set of specialized CAD-for-CAM tools that focus on the machinist’s needs after the machinist opens the part file.
Read More
WEBINAR: When It Comes to Cutting Tools, It's Not About Price, It's About Performance
The dirty little secret about cutting tool cost is that it’s not about price, it’s about overall costs. Check out this free online archived webinar to learn all the details of cutting tool performance testing.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More