Advanced EDM Features Increase Efficiency and Change Perceptions
Unique features that drive optimum speed and accuracy in the EDM process helped change Viking Tool’s views on, and use of, EDM technologies.

This OPS Ingersoll Gantry Eagle 1200 sinker EDM machine has changed how Viking Tool and Engineering in Whitehall, Michigan, gets its jobs done. The Eagle has replaced not one but three of Viking Tool’s older EDM machines. It is fast, precise and has reduced the company’s electrode usage by 50 percent. Images courtesy of Viking Tool and Engineering Inc.
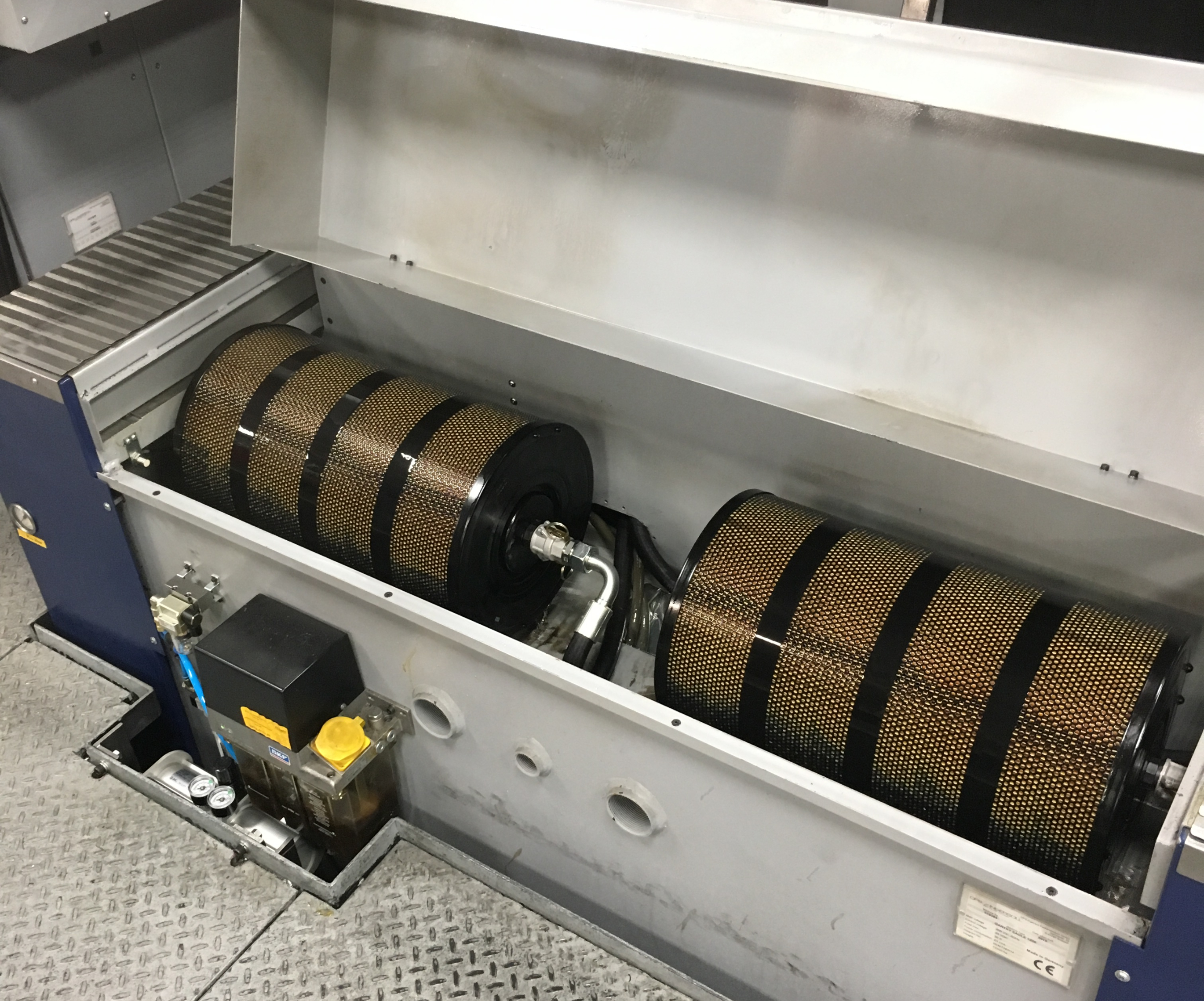
The engineering of the OPS-Ingersoll Gantry Eagle 1200 sinker EDM machine makes maintenance much easier, according to Viking Tool. The filter changes are ingenious, easily accessible and fast, Rick Seaver, president, says. The above image proves it out.



Viking Tool and Engineering Inc. (Whitehall, Michigan) serves customers in the furniture, automotive, marine, RV, toy, consumer goods and electrical industries, among others. The company has experience designing, engineering and building a wide array of tools, dies and molds, including injection molds, sheet molding compound (SMC) and bulk compression molds, plastic structural foam molds, as well as aluminum prototypes. Molds range in size from small up to 50,000 pounds; the company has an in-house welding department and offers customers repairs and engineering changes.
A full-service moldmaker, Viking Tool prides itself on its extensive end-to-end experience and says it has built its shop floor around an “advanced technology” theory that allows it to repeat quality in an efficient and timely manner. The theory worked in many areas of the moldmaking process except one until recently, according to Rick Seaver, president. “Our EDM cell was our bottle neck area. The problem was inefficient burn time and a lack of unattended burning, with productivity being half of what it could be if we could run unattended at night,” he says. The addition of an OPS-Ingersoll Gantry Eagle 1200 sinker EDM machine has since corrected the issue — and changed perceptions on EDM efficiency.



Forget Cutting, Burn Faster
Seaver says that in the course of a normal day, before Viking Tool invested in the Eagle 1200, the company’s three existing EDM machines would net about 10 hours a day in burn time per EDM. “And that’s if the operator could keep the machines loaded and burning,” he says. “The Eagle by itself runs 24 hours a day, and it doesn’t wait for the operator to come and install another electrode. It burns better than two times faster compared to our older EDM machines.”
As a result of purchasing the Eagle 1200, Viking Tool was able to eliminate two of its four EDM machines, though Seaver says the Gantry OPS Eagle does the work of all three older EDMs combined. “Our second machine is for larger capacity projects and doesn’t run that much anymore. What a joy to be pushing the work through and getting our EDM done in less than half the time,” he says, adding, “Understand that half the time, when running 10-12 hours a day is one-fourth of the time when running 24 hours a day. If we had four days of burning in the past, it would now take us one day and be ready to pull the next morning.”
Purchasing the Eagle has been one of most important and biggest game changers in my 40 years in the industry.
Viking Tool first learned about the OPS-Ingersoll Gantry Eagle 1200 from Performance Machinery LLC (Sterling Heights, Michigan). “Bryan Herrington, our Performance Machinery representative, explained the new generator technology and how the machine was at least twice as fast and, in most moldmaking applications, used only one electrode. I thought, this is something I have to see, so Bryan took us to Roush Manufacturing (Farmington Hills, Michigan) and showed us the benefits of the machine and why we needed one. We saw the machine running in the same environment that we play in,” Seaver says. Soon after that, Viking Tool’s lead EDM man and its shop manager visited Roush to see the machine in action. “They came back even more excited than we were, so we invested in one. It has proven to be a key decision for us. We are competing with Canada’s currency advantage and China’s labor cost advantage, and the Eagle has helped us be more competitive,” Seaver says.
Dan Meehan, president of Performance Machinery, understands Seaver's excitement over the Eagle 1200’s performance. “When you truly understand sinker EDM and electrode wear, and suddenly you see a rib burn down two inches into solid steel and come out of the burn with literally only 0.002-inch wear, anyone would be impressed,” he says. “That’s what Rick and his team saw at Roush. We encourage as many people as we can to visit Roush because they are so well known, and their test cuts (burning speaker grills, extremely deep ribs, huge electrodes) are so specific to show the low-wear technology on the graphite electrodes with the Eagle Generator compared to the other EDM machines.”
We find we are burning more and cutting less with the Eagle.
Where many mold manufacturers are looking to reduce or eliminate EDM usage in their shops, opting for hard milling complex details on five-axis CNC machining centers, Seaver says it is exactly the opposite at Viking Tool. “We find we are burning more and cutting less with the Eagle. We tried to cut more and burn less, but it doesn’t always make sense to run a 0.032-inch ballnose cutter on a machine with 37 by 81 inch travel. Why spend a lot of time on a large milling machine breaking 0.06-inch and 0.032-inch cutters at $25 to $35 apiece when you can just go to the tank and burn it?” he says, pointing out that it can be costly if one does too much of either cutting or burning. “It’s a very important, fine line. The Eagle has made this line much easier to find. Spinning your wheels doesn’t get it done anymore. We must be productive. Purchasing the Eagle has been one of most important and biggest game changers in my 40 years in the industry.”
Unique Construction Increases Efficiencies
OPS-Ingersoll’s gantry-style EDM machine has a rapid traverse rate of 198 inches per minute, which Seaver says is 10- to 12-times faster than Viking Tool’s previous machines, while the EDM oil fills the tank extremely fast with no pumps required and follows the programmed Z-heights automatically without the need for operator assistance. Any time saved between each burn or during any dry run improves the total capacity of the machine and its operations schedule. Herrington adds that another advantage in this gantry-style machine is that its ram is centrally located in the positioning area of the tank, meaning workpieces can be set up to within five inches of the table’s perimeter, giving users the opportunity to set up multiple jobs and reach all burn locations. “Most other EDM machines do not offer this advantage,” he says.
Seaver says the company has reduced the number of graphite electrodes needed by half. According to Herrington, this is possible because of the OPS-Ingersoll EDM generator and control technology. “OPS-Ingersoll has worked hard to understand exactly how to create millions of sparks per second that will jump from the electrode to the steel and can be shaped and controlled in a way that delivers the best speed while remaining focused on providing the least amount of electrode wear and much improved surface finishes for deep burns,” he says. The control and generator work together to measure the spark gap of the electrode to determine when the machine should be jumping up or out to allow for clean oil to enter the burn location. “The Ingersoll only jumps when the controller believes it is required. Therefore, the Eagle generator does not jump as frequently as other EDM machines, and this keeps it down in the burn longer without causing any arcing. The result is a faster burn.”
Seaver shares an example. “We recently had a job that we were told would not fit in the Eagle. It required four big burns and was a very complicated setup,” he says. “The job was running around the clock. Before the first burn was completely roughed out (still an inch left to burn after 30 hours), we realized it was taking too long. We reevaluated whether it could move to the Eagle and with some modification to the holder, it could. We started up in the Eagle on a Friday afternoon and had all four locations roughed by Monday morning, including the one that didn’t finish roughing in the old EDM. On top of that, the electrode was too big to fit into the Eagle’s toolchanger and had to be loaded manually. You do the math.”
If I can get through the EDM process in two to three days rather than five to seven days, it gives us more time at the end of the build.
The Eagle also features an integrated C-axis, which takes care of any orientation issues because it creates many options for multi-axis burning, Seaver says. “The PC-based CNC control allows our operator to quickly and easily transfer the burn location and orientation data without having to manually input X, Y or Z coordinates.” The Z-axis jump speed is 708 inches per minute (10 times faster than the older EDMs), he adds, and it has a 30-tool automatic electrode changer, which allows for a great amount of unattended machine time. “This is one of the best features the machine has. We run one shift but burn on all three. Second and third shift never complain. Again, it’s all about time. If I can get through the EDM process in two to three days rather than five to seven days, it gives us more time at the end of the build.”
The Eagle 1200 has a space-saving footprint of 158 by 175 by 137 inch XYZ when installed subsurface versus having it placed on the floor, which would have required installation of a mezzanine around its perimeter for operator safety, Seaver says. “The engineering of the machine makes maintenance much easier. The filter changes are ingenious, easily accessible and fast. The tank, which measures 50.0 by 69.7 by 26.8 inches, is a four-sided drop tank, and our machinists can conveniently access it from any side. It offers a much better way to flush debris as well.” Seaver explains that previously, flushing would require drilling a hole in the electrode so debris could be flushed through it and out of the way. “The Eagle is so fast that it creates turbulence in the tank, which flushes out the particles much better,” he says. “Our old machine moved a lot slower and couldn’t contribute to the effort.”
The biggest lesson learned with this machine purchase, according to Seaver, is that the company should have purchased a 1400 rather than a 1200. “You can put medium- to smaller-size multiple jobs at one time into the 1200, which features a 45 by 65 inch table, and run it through the night. The 1400 has a 54 by 94 inch table and will allow for much larger parts, plus it offers even more options for multiple parts to be loaded on the table for unattended time. We will have a 1400 in the future.”
For More Information
Performance Machinery LLC / 586-698-2508 / performancemachineryllc.com/
Viking Tool and Engineering Inc. / 231-893-0031 / vikingtooleng.com/






Related Content

Advantages and Disadvantages of Copper and Graphite Electrodes
Both copper and graphite provide approximately the same end result, so it is important for a shop to consider the advantages and disadvantages of each material in order to discover what would work best in their shop floor environment.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More