
Additive Toolmaking Process Cuts Cycle Times
Layer-by-layer LENS technique makes wear-resistant, feature-rich production molds.


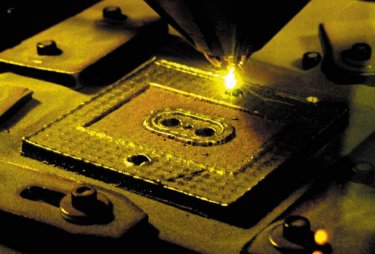
A LENS system creating an injection mold with gradient materials.
LENS additive manufacturing systems deposit layer upon layer of material until a metal version of the CAD model is produced.
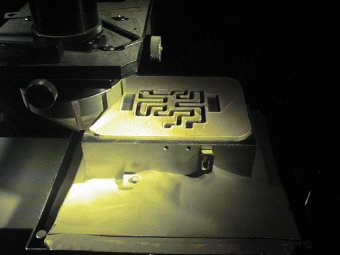
A LENS system creating a plastic injection mold with conformal cooling passages.
Waiting is the longest part of many molding operations. After material enters the mold, production comes to a virtual halt as the part cools to the point where it can be ejected safely. This accounts for up to 70 percent of the total cycle time.
To help plastics manufacturers slash long and costly cooling cycles, moldmakers now can use a new metalworking process to incorporate unique tool features that speed up the cooling of molded parts.



Laser Engineered Net Shaping, or LENST, is a layer-by-layer additive process that produces fully dense metal components directly from computer-generated designs. LENS can be used to make production molds with novel geometries and mixed-material compositions that can greatly enhance the cooling performance of the tool.
Using LENS, moldmakers can manufacture plastic injection mold tooling with functional enhancements that are difficult or impossible to machine. These features can include thermally conductive cores and cooling channels that conform to the shape of the mold surface. The result is a superior cooling effect that can lead to both reduced cycle times and improved part quality.
LENS Basics
LENS is conceptually similar to rapid prototyping technologies that make parts directly from three-dimensional CAD models. However, LENS machines go beyond rapid prototyping in their ability to produce fully dense metal components, such as long-life production molds and tools.
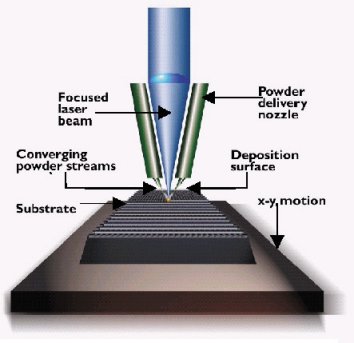
To start the process, a high-powered Nd:YAG laser beam strikes a tiny spot on a metal surface, producing a molten pool. A nozzle blows a precise amount of metal powder into the pool to increase the material volume. The machine repeats this process over and over to deposit a layer of the structure. After one layer is deposited, another is positioned on top of it, and so on. The machine deposits layer upon layer until it has produced a metal version of the CAD model.
The process occurs inside a sealed chamber, where environmental variables can be tightly controlled. For example, the chamber can maintain an argon atmosphere with oxygen levels of less than 10 parts per million. This is essential when manufacturing parts made from aluminum, which is plagued by an oxide that prevents the material from properly wetting to the previous deposited layer.
Material Superiority
LENS-deposited materials rapidly cool and solidify, producing fully dense metals with excellent hardness, strength and ductility. The material properties equal or exceed those of wrought materials. These superior material properties reduce wear and increase tool life. For the manufacturer, this translates into less mold maintenance and repair, as well as less downtime on the production line.
In part, the properties of LENS materials are a result of their fine grain structures. For example, metallographic analysis shows that the average grain size of LENS-deposited H-13 tool steel is just three microns - an order of magnitude smaller than grain sizes typically found in the H-13 used for injection molding.
The small grain size and homogeneity of LENS materials may be the keys to their superior corrosion resistance, which is especially important in the molding of polyvinyl chloride. During the molding process, PVC emits chlorine, which combines with moisture in the air to form hydrochloric acid. The acid attacks the mold, causing corrosion that can eventually lead to failure.
To increase the longevity of PVC injection-molding tools, manufacturers make them from corrosion-resistant materials, such as grade 420 stainless steel. In tests conducted by Dynamic Engineering Inc., a Minneapolis, MN-based builder of injection molds, LENS has produced 420 stainless steel that corrodes 30 percent slower than wrought versions of the material. Corrosion resistance can be increased even more by Hot Isostatic Press heat treatment after the LENS process.
Additive Advantages
Besides excellent material properties, LENS offers other advantages over conventional moldmaking techniques. Today, for instance, most mold tools are machined from a block of metal. Unlike these "subtractive" processes, LENS is an "additive" technique that deposits materials only where needed to make a mold. This simplifies mold design, reduces waste and improves mold performance.
As an additive process, LENS allows users to modify or test design iterations, rather than fabricating an entirely new tool with each change. It also can be used to repair damaged tools that would normally be discarded as waste by simply adding replacement material to the worn or fractured surface.
The layer-by-layer manufacturing technique also makes it easy to add mold features that are beyond the capabilities of other production methods. For example, cooling channels are normally drilled into a tool after fabrication. But drilling imposes straight-line limitations on channel paths, preventing them from following the contours of the mold surface.
With LENS, however, moldmakers can create three-dimensional channels that conform to the surface of the tool. Conformal channels can cut cooling time to a fraction of that required by molds with straight-line cooling passages, thereby reducing cycle times and improving part quality. In one test, a tool with conventional U-shaped cooling channels took 98 seconds to cool 50'C. By contrast, a LENS-fabricated tool with conformal cooling channels took just 30 seconds to cool the same amount.
In another case, a major automotive supplier compared the performance of a LENS-made H-13 conformal cooling tool with that of a tool made using conventional techniques. The company found that the LENS tool significantly reduced the cooling period for molded parts, which cut cycle times by 20 percent.
By shortening cycle times, LENS slashes equipment, overhead and labor costs of a molding operation. As a result, studies show that bottom-line profitability can jump more than 50 percent. Shorter cycle times also can boost profitability by speeding up production. If extra production increases sales by 20 percent, profitability can soar by as much as 200 percent.
A Cool Copper Core
To speed up cooling, improve part quality and cut cycle times even more, LENS also can add a thermally conductive material to a mold. In a job for a Fortune 100 company, for instance, LENS built a copper core into a mold with a 420 stainless steel surface. During molding operations, the thermally conductive core rapidly conducts heat away from the steel surface and transfers it to conformal cooling channels. This arrangement reduces cycle times by 15 percent, the user estimates.
LENS built the multi-material tool in a single operation, depositing the correct amounts of steel and copper powders at the right times and in precisely the right locations. After fabrication, the tool required only minor finishing and no additional heat treatment.
If programmed to do so, LENS can make gradual transitions from one material to another. This is advisable when the two materials have very different coefficients of thermal expansion. In the case above, for example, copper expands twice as much as tool steel. So if the transition between the copper and steel is abrupt, thermal cycling that occurs during the molding process will cause a great deal of stress at the interface between the two materials.
Programmed for gradient transition, however, the LENS machine gradually changes the expansion coefficient of the deposited layers. This reduces the likelihood that the part will fail at the material interface.
Conclusion
Laser engineered net shaping is a layer-by-layer deposition process that can be used to make metal parts for injection-molding and die-casting processes. Working directly from CAD files, LENS produces fully dense metal tools that can last for millions of cycles. With LENS, manufacturers can make molds out of multiple materials, with graded material transitions that reduce temperature-induced stresses in the mold. LENS also makes it easy to add conformal cooling channels to a mold. These channels dramatically reduce the cooling periods required by injection-molded parts, thereby improving part quality and slashing molding cycle times - boosting the production and profitability of molding operations.








Related Content

Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

The Case For Additive Technology In EDM
Producing fine finishes on EDMed surfaces has long been a goal, especially for mold and die shops that operate ram-type electrical discharge machines. Lately, there has been renewed interest in using additives in the dielectric oil to achieve ultra fine finishes with graphite electrodes without excessive burn times.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More