
A New Form of Rapid Manufacturing
A new laminate tooling technology offers many advantages to moldmakers needing to produce "rapid tools" in a cost-effective manner.


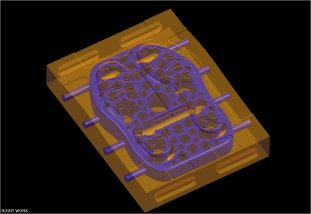
Figure 3: Flood cooling of shoe mold.
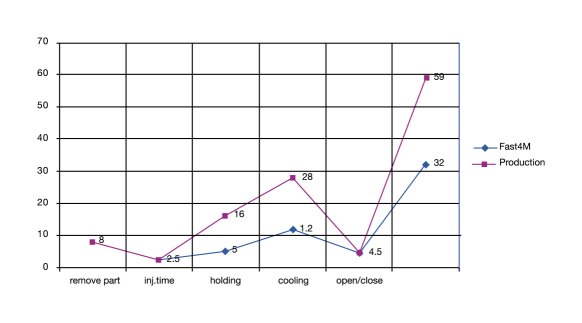
Figure 4: Traditional tool cycle compared to the new laminate tooling process.

Figure 2c: Lost foam for the automotive industry.

Figure 2a: Injection mold for the sport shoe industry.

Figure 2b: RIM for the automotive industry.
Global competition is having an ever-increasing impact on almost every industry in existence today - increasing the need to supply consumers with new products rapidly. It is a well-known fact that the first manufacturer to introduce a new product in demand will see the greatest payback. In addition, consumers are demanding additional product customization. This requires manufacturers to produce lower volumes of niche market products to meet these needs. Thus, there is a strong focus on rapid, cost-effective manufacturing. In fact, new technology to produce products directly from equipment without the need for tooling is now emerging. However, for most volume and product needs, tooling to produce the product still is required. The pressure to obtain rapid tools and do it in a cost-effective manner is felt by almost everyone in the manufacturing business.
The focus of this article is to introduce new technology available to industry that exhibits capabilities beyond those of most rapid RT systems. Specifically, because of recent developments, laminate tooling has become a solution for several industries to meet RT needs. Many of the previous drawbacks of laminate tooling have been overcome - making it a viable process for several applications.



The Process
This new laminate tooling process begins with a CAD file of the desired tool. The file is oriented in proper CAD space for slicing in the desired build direction. The automated computer program slices the tool and creates the output to the laser for cutting the sections. After sections are cut, they are stacked, bonded together and finished to create the final tool structure.
The process begins with math data of the tool to be produced. It must be either a fully surfaced wire frame or a solid model. Solid models are preferred simply because data integrity typically is better. The software has built-in tolerance options to bridge errors or gaps in poorly surfaced math data automatically.
The system is a closed-loop process updating the build data continually during the construction process. Utilizing real-time feedback capability, data is monitored and adjustments are made to compensate for material thickness and other variations during build. The result is an accurate tool with all geometric features in design position. The process uses any one of several techniques or combinations of techniques to seal the tool and bond the laminates together. Bolting, brazing, adhesive bonding and copper infiltration as well as other proprietary processes are used.
The working surfaces of the tools are typically finished with a light-machining pass to remove the stair-steps created by the transition between laminate sheets as shown in Figure 1. As can be seen from Figure 1, the amount of machining to remove the stair steps is minimal because of the closed-loop feedback system that ensures all of the features are in design position. This is all achieved in real time through proprietary software.
Applications
There are several potential applications for this new laminate tooling. Some of these are currently in development. Others are now being used in production. The processes currently in place for both prototype and/or production tooling are as follows:
- SS injection molds.
- Aluminum injection molds.
- Reaction injection molds (RIM) applications.
- Steam chest molds (used to produce foam patterns typically for lost foam casting or structural foam parts).
- Limited applications for forming dies.
Samples of prototype and production tooling currently available are shown in Figures 2a, 2b, 2c.
Other types of tooling currently are in development. These include vacuum form tools, die casting tools and other unique applications for highly vented tools. They are being developed either internally or with selected moldmakers having specific needs.
Recognizing that laminate tooling may not be the best answer for every tooling need, the question becomes one of what tools make the best candidates for laminate construction? It is difficult to cover every specific application. The following guidelines are very generic and, therefore, it is best to evaluate each tool on its own merit. Generally, moldmakers have seen the greatest payback from applications that meet one or more of the parameters described below.
- Medium- to large-sized tools.
- Tools with thermal management problems.
- Tooling that requires unique features, such as venting between laminates.
- Timelines too short for conventional tool build.
Moldmakers, in general, are looking for an edge over their competition and the following advantages outline why they choose laminated tooling over other processes.
Advantages
Laminated tooling is not a new concept in itself. However, the process has been taken to a new level of automation and development, giving it distinct advantages over some other efforts in this area. Advantages of this process are listed below:
Speed
Tools normally requiring several weeks or months to build may be constructed in a few days. High-speed lasers and automation enable the tool to be built quickly and efficiently. Tool build can begin immediately after the tool design because inventory of common build materials is maintained in-house. Within the time it takes just to order and receive wrought material for traditional tool builds, many laminate tools can be built to near net size and shape.
Low Cost
Tool cost savings from comparing costs of traditional tooling to laminate tools will vary considerably depending on the application. Numbers have varied from no savings to more than 40 percent savings. When considering tools that are the most practical for the laminate process, savings figures typically are in the 20- to 40-percent range.
Accuracy
Tolerances and tooling accuracy are, first and foremost, attributable to the unique software used to create the tools. Developed during several years, this software automatically compensates for variations in material thickness and build variations during construction. Through the use of real-time feedback controls, tooling geometry is evaluated and the building process is adjusted as required. So, when the tool is removed from the semiautomated equipment, all features within the tool are in their proper location. When the tool is finished, it is accurate to within typical CNC tolerances.
Steel and Aluminum Tools
Many RT processes do not build tools from steel and aluminum. Typical RT processes use epoxy, polymeric materials or possibly other more durable compounds such as sintered alloys. Recognizing their role in RT, they may not be suitable for production because of material performance limitations. Durability, strength of the tool, accuracy and thermal management may be problematic.
These new prototype tools simulate performance of traditional steel and aluminum tools when it comes to durability, strength and accuracy. Typically, they outperform traditional tooling when thermal management is considered. In many cases, these robust steel and aluminum prototype tools are used for production as well. The working surfaces of these tools may require an additional treatment where volume requirements or aggressive materials dictate. The finished tools may be CNC or EDM machined, welded or grained using conventional technology.
No Size Limitation
Unlike many rapid tooling processes, large tool size is not an issue. The process is scaleable so that large tools may be constructed. However, current equipment restrictions limit build size to approximately 1.5 ft. x 4 ft. x 7 ft. for each tool half. The largest tools built to date measure 1.3 ft. x 2.5 ft. x 5 ft. (combined upper and lower mold dimensions).
Conformal Cooling
Conformal cooling is defined as the ability to create cooling/heating configurations within a tool that essentially follows the contour of the tool surface or deviates from that contour as thin/thick sections of the part may dictate for optimal thermal management. The objective typically is to cool or heat the part uniformly. Conformal cooling provides a tremendous advantage in mold tooling through significant reductions in cycle times. Other than the obvious piece-cost savings, other tangible benefits include tool, equipment and floor space savings.
Recent studies show conformal cooling may reduce cycle times between 30 to 60 percent over conventionally cooled tools. This savings is very much geometry-dependent. The more difficult thermal management is with traditional technology, the greater the opportunity for savings with conformal cooling. The laminate tooling process naturally lends itself to the integration of conformal cooling into injection molds or other tooling. One example of the type of cooling configurations that are possible is shown in Figure 3. The tool shown in this example produces shoe soles. The intricate cooling design is shown in purple. Mold design did not lend itself to efficient cooling using traditionally drilled water lines because of the interference with ejector pin location requirements. The new process used a flood cooling approach to very efficiently cool the tool. Water to cool the tool entered from four locations on one side of the tool and was baffled through the tool, exiting from the four locations on the other side of the tool.
The stair-stepping effect seen from plate to plate as geometry varies is a natural phenomenon of laminate tooling that exists internally as well as externally. These stair steps are removed from the surface. But, the turbulent flow created internally from these steps generates even more effective cooling. The overall cycle time of this tool was reduced by 45 percent when compared with the traditional tool as shown in Figure 4.
Elimination of the Need to Build Both Prototype and Production Tooling
This is another cost- and time-saving feature that may be employed with laminated tooling. Here, the prototype tool is reconfigured to meet production tool standards. A hard tool steel alloy of choice is applied to the surface of the laminate tool. After remachining the surface, the prototype tool becomes the production tool. When the opportunity to do this exists, the prototype tool remains intact and only the surface requires reworking for conversion to a production tool.
It should be noted that in many cases, resurfacing the tool might not be necessary to enable the prototype tool to be used in production. Depending on the types of parts being produced, such as volume, surface requirements, abrasiveness of materials, and so on, the prototype laminate tool may be sufficient for production as built.
Summary
There are many potential advantages to this rapid tooling process. The tools are created from steel or aluminum in a very fast, cost-effective manner. The highly automated process creates accurate tooling, that may be used for many tooling applications. Because the tools are built primarily from steel or aluminum, they are durable and robust. Typically, they outperform traditional tools because of enhanced thermal management. They may be grained, welded and polished as desired. The process has no size limitation. Only current equipment limits the size of tooling.








Related Content

Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

3D Printers Lead Growth of Rapid Prototyping
Bringing rapid prototyping capabilities in-house is becoming a reality for many plastics manufacturers, thanks to more affordable, faster, and easy-to-use 3D printers.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More