EDM’s Effect on Surface Integrity
Understanding the various layers of a cavity that are thermally altered by the EDM process will help you understand how EDM affects the integrity of the mold surface.




Figure 3. Cross section illustrating microcracks in the white layer.

Figure 2. Breakdown of the elemental analysis of a base material prior to being EDM’ed and the white layer after EDM.
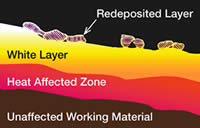
Figure 1. Thermally affected sub-layers and redeposited layer. Figures courtesy of Poco Graphite.
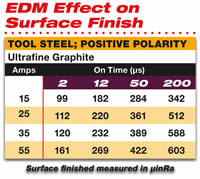
Figure 4. Amperage and on-time effect on surface finish during the EDM process.
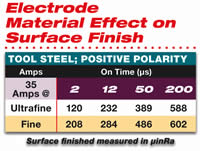
Figure 5. Surface finish of two materials at the same machine parameters.
Protecting the surface integrity of the cavity is one of the most critical facets of EDM. The integrity of the surface finish in the cavity is determined by the formation of thermally altered layers created by the EDM process, which involves the transference of a controlled electrical discharge between an electrode and the workpiece. The current applied to the workpiece during this discharge melts and vaporizes the metal, creating the thermally altered layers of the cavity. To understand how EDM affects the integrity of the mold surface, you must first understand the various layers of the cavity that are thermally altered. EDM changes not only the surface of the work metal, but also the subsurface layers.



Thermally Altered Layers
The various layers affected by the EDM process will be referred to as the altered metal zone. Figure 1 shows that the altered metal zone is comprised of two thermally affected sub-layers of material: the recast layer or white layer and the heat affected zone.
The white layer is the layer that has been heated to the point of a molten state, but not quite hot enough to be ejected into the gap and be flushed away. The EDM process has actually altered the metallurgical structure and characteristics in this layer as it is formed by the unexpelled molten metal being rapidly cooled by the dielectric fluid during the flushing process and resolidifying in the cavity.
This layer does include some expelled particles that have solidified and been re-deposited on the surface prior to being flushed out of the gap. The white layer is densely infiltrated with carbon to the point that its structure is distinctly different than that of the base material. This carbon enrichment occurs when the hydrocarbons of the electrode and dielectric fluid break down during the EDM process and impenetrate into the white layer while the material is essentially in its molten state.
Figure 2 shows a breakdown of the elemental analysis of a base material before EDM and the white layer after EDM. The carbon content after EDM is much greater than the base material prior to EDM.
Beneath the white layer is the heat affected zone. This layer is minimally affected by the carbon enrichment of the white layer, having been thermally treated, but not to the point of reaching melting temperature. At this point, the heat affected zone retains the metallurgical structure of the parent material as the temperature absorbed is not to the level to change the structure. Below the heat affected zone is the parent material and this area is unaffected by the EDM process.
Microcracking
A major concern for moldmakers is the amount of microcracks present in the mold. As seen in Figure 3, microcracking is extremely prominent in the white layer. If this layer is too thick or is not removed by finer EDM finishes or polishing, the effects of this microcracking can cause premature failure of the part in some applications. Also, the existence of these microcracks lowers the corrosion and fatigue resistance of the material, so surface integrity should be the primary consideration when evaluating the performance of the EDM technique and the prime objective of EDM must be to establish the condition which suppresses this formation.
The microcracks produced by EDM are the result of thermal stresses created during the on-time phase of the EDM cycle. The depth of the microcracking is partially controlled by the EDM program and it goes without saying that as the spark intensity increases so does the depth of the white layer. This also facilitates an increase in the number and size of microcracks present in the cavity. Obviously, the surface integrity affected by the EDM process can be controlled by the technologies of today’s EDM power supply. The specific parameters that affect the surface integrity are voltage, amperage, on-time and duty cycle. These parameters can be manipulated to optimize efficiencies and control surface integrity in the roughing, semi-finishing and finishing stages.
Since the EDM discharge produces the white layer and microcracking, it is safe to say that the depth will be as thick (or as thin) as the intensity of the spark energy. As the spark energy is reduced, such as we see in changing from a roughing condition to a finishing condition, the depth of the white layer and appropriately enough, the cracking also will be reduced.
Workpiece Characteristics
The spark intensity is not the only determining factor affecting the surface integrity. This also is dependent on the thermal conductivity of the work metal. High thermally conductive metals will usually have a smaller white layer and less microcracking than a lower conductive material.
The reason for this is due to the energy dissipation throughout the surface of the higher conductive materials. In this case, we can expect for a copper alloy material to have a thinner affected layer with less cracking due to its high thermal conductivity and ductile nature. Contrary to this, a material with a low conductivity value—such as tool steel—can be expected to have a thicker affected layer with more cracking because the spark intensity remains in the spark area longer before the material can dissipate the energy to the surrounding areas.
Burning carbide creates another concern as this material is very brittle and exhibits higher levels of thermal cracking than other materials. Some consider this material to be highly conductive; however, carbide is comprised of tungsten carbide or silicon carbide particles held together with a cobalt binder. It is this binder that has the high conductivity value and is the area that is affected by the EDM process instead of the carbide itself. The spark energy disintegrates the binder and releases the carbide particles into the gap.
Surface Finish and Integrity
Surface finish and integrity are two different facets of the cavity quality, but both play an important part in the characteristics of the mold. Much as the machine parameters affect the integrity of the sub-layers of the cavity, they also affect the surface finish. Figure 4 shows how the amperage and on-time affect the surface finish during the EDM process.
The type of electrode material being used is another factor. In terms of the sub-surface integrity of the cavity, the type of electrode has little effect. Where the electrode material does play an important role is the finish on the cavity’s surface itself. The surface finish of the cavity is an area where there is opportunity to reduce manufacturing costs and delivery time while still being able to provide a quality mold. A mold with a fine EDM finish can be used right out of the tank while one that needs polishing or etching requires added costs as these processes are carried out. A fine EDM finish is achieved by using a high frequency EDM program with low amperages and short on-times. The quality of the electrode material goes hand-in-hand with the EDM program to achieve the desired results. Taking the EDM program out of the equation, the cavity surface will reflect the quality of the electrode material used to finish the cavity.
The material particle size and corresponding pore size play a significant role in the material’s ability to produce a fine finish. If the structure of the electrode material is not capable of producing the specified surface finish, the EDM machine will continue to run without ever reaching the desired surface finish. Figure 5 shows the surface finish of two materials at the same machine parameters. The material with the finer material structure provides the smoother surface finish and will require less polishing to achieve the desired finish results.
An electrode material with a poor microstructure—such as large or irregular particle shapes—will wear unevenly, causing the cavity to also have uneven surface areas. This situation is especially critical on multi-cavity molds where the surface finish is required to be consistent on all cavities. When using a graphite electrode material, strict caution should be taken to ensure consistent quality for all electrodes. Because graphite grades from different manufacturers will wear differently, it is possible that the EDM machine may not provide the specific programmed surface finish. This is most often seen when molds are produced using different types of electrode materials or makes of EDM machines.
Know the Limitations
Surface finish and surface integrity are two facets affecting mold quality, so it is imperative to know the limitations of these areas. Although today's current EDMs produce very fine finishes using standard technologies integrated within the machine, a common practice is to override these technologies in order to gain optimization of the process.
Without knowing how to calculate the depth of the white layer or how the electrode material affects the EDM process, the attempt to optimize the process may actually result in declining performance or failure to produce a quality part.
In upcoming issues, we will discuss how to gauge the depth of the heat affected areas and how to optimize the EDM process to gain maximum efficiencies without sacrificing quality.











Related Content

Mold Builder Meets Increased Domestic Demand With Automated Cells
Burteck LLC experienced significant demand increases due to reshoring and invested in automated machining cells to step up its production output quickly and avoid losing business.
Read More
Five-Axis Graphite Mill With Automation Debottlenecks Electrode Machining
Five-axis electrode cutting enabled Preferred Tool to EDM complex internal screw geometry on an insert that otherwise would have had to be outsourced.
Read More
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read MoreRead Next

Total Cost of Ownership and Productivity Analysis for EDM
Using the graphite TCO model shows business owners how to save time and money in their EDM operation.
Read More
Sometimes Graphite Just Isn’t Enough
EDMing with exotic metals requires a little something extra, like copper graphite electrodes.
Read More
The Graphite Link to Success
Graphite selection is the key to achieving optimum performance from the equipment on your shop floor.
Read More