
The Role of Materials in Additive Fabrication
RP capabilities continue to expand with the development of new materials.



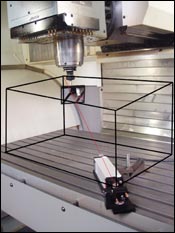
Figure 1: An extremely durable SL resin that produces very accurate parts with high feature detail. Images courtesy of DSM Somos®.

Figure 2: SL accuracy, sintered-like durability.
Figure 3: Stereolithography makes sharper corners possible without the need for secondary machining steps.

Figure 4: Molds made from nano composite materials, heavily filled with non-crystalline nanoparticles create parts with excellent detail resolution.
Stereolithography (SL) is the oldest and one of the most widely used rapid prototyping (RP) technologies. With more than 40 commercial SL resins to choose from, stereolithography also is a truly versatile technology—providing the greatest accuracy and best surface finish over the widest range of part sizes and dimensions of any RP technology.
As with any RP technology, stereolithography’s versatility is dependent on both equipment capabilities and material offerings. In general, the broader the material offering, the broader the application range for that technology.



Over the years, an ever-increasing range of SL resins has been developed by multiple suppliers, including materials with physical properties mimicking engineering thermoplastics such as polypropylene, ABS and polycarbonate. These have allowed SL to expand from primarily the creation of concept models and master patterns to that of functional or fit/assembly models, even replacing cast urethanes or injection molded parts for low volume applications.
In addition, highly advanced composite resins have been developed which have moved SL into the area of rapid tooling—providing time and cost savings for machine shops that use both machining and stereolithography operations.
Highly Durable Resins Provide Breakthrough in SL Resin Development
Comparing stereolithography with selective laser sintering (SLS) and fused deposition modeling (FDM) methods, SL clearly produces the most accurate parts with the best surface finish. However, for end uses requiring high durability, SLS and FDM methods have until recently been favored over SL due to their use of engineering plastics, which tend to be tougher than SL resins.
Now, however, with the introduction of the highly durable SL resins the differential between SL and the other two methods has been recalibrated. These highly durable resins offer a unique combination of high modulus (2300MPa), high tensile strength (28MPa) and high impact strength (70J/m by notched Izod). Their physical properties compare closely to other engineering plastics (polycarbonate and ABS) built via the SLS or FDM process (see Figure 1).
Because of SL accuracy and sintered-like durability, these resins also are being targeted for applications that would traditionally use cast urethanes, or in some cases SLS or FDM. The benefit in using SL combined with durable resins is that design engineers can achieve a faster turnaround of durable parts and with a more accurate surface finish as compared to SLS or FDM (see Figure 2).
New Generation of Composite Resins Expand SL Capabilities
The ongoing development of specialty SL resins such as highly filled composites also has expanded stereolithography capabilities, particularly in applications where high stiffness, accuracy and heat deflection temperatures are important. With modulus properties that can reach 11,000 MPa and linear shrinkage of less than 0.001 inch, these highly filled materials have opened the door for rapid tooling.
A new generation of nano composite materials—heavily filled with non-crystalline nanoparticles—has a flexural modulus of 10,500 MPa, a heat deflection temperature of 260°C (at 0.46 MPa after thermal post-cure) and linear shrinkage of <0.001”. They have a great sidewall quality compared to other composites.
Real injection molded parts in less than three days is a standard goal of design houses. Using these new generations of materials and the stereolithography process, actual functional plastic parts can be produced for testing during the product design stage. Tools made from these nano composite resins are not production tooling but they do give the design engineer the ability to quickly and cost effectively obtain hundreds (and sometimes thousands) of parts. Turnaround is fast and in many cases, the cost is much less than what would be incurred with machined metal tooling, especially if the mold inserts require extensive EDM processing.
The following plastics have been successfully molded with these resin molds: polyethylene, polypropylene, thermoplastic elastomers, high impact polystyrene, ABS, polycarbonate, and glass-filled nylon. Typically, the more aggressive the plastic, there are fewer number of shots expected.
In general, these molds are most useful for plastic parts that are less than 4 inches in size. Larger parts have been made but the length of time it takes to build this mold can negate the time savings. Industries benefiting from this rapid tooling technology include: consumer products, medical, electronics and automotive.
In addition to size guidelines, additional design guidelines exist and include ribs that are no less than 1/16-inch, bosses with maximum height to diameter ratio of 3:1, tapering by at least 3 degrees and all draft angles should be least 2 degrees. Following these guidelines will ensure that the desired number of parts is achieved with minimal damage to the composite mold.
SL Rapid Tooling Advantages over Machining
Rapid tooling via stereolithography offers several advantages over machining. The radius capabilities are generally better than those made from CNC machining. Sharper corners are possible without the need for secondary machining steps, but sharp radii tend to decrease the life of any tool. Therefore, depending on the complexity of the design and the number of parts desired, the mold design may need to be modified. The following plastic part was molded from ABS. There were 1,700 shots achieved before some of the details on the lettering started to break off (see Figure 3).
The polypropylene bottlecap with living hinge and mold are also examples of parts that are easily made from this type of resin rapid tooling (see Figure 4). The mold itself is a straight pull design and no machining was required. However, these resins are not limited to simple straight pull designs. Parts with hand-loaded cores are commonly and cost effectively injection molded. To gain efficiency, some injection molders build hand-loaded cores from the resins while machining the core and cavity from aluminum.
Another advantage of stereolithography in this instance is that multiple molds can be built simultaneously. Some SL systems have a platform that can range from 10 in x 10 in to 29 in x 25 in for other SLA systems.1 The majority of the platform can be filled with various parts all being made at the same time; everything is controlled via a computer system that can precisely direct the laser throughout the entire surface area of the platform. This means both the core and cavity can be built at the same time as well as any hand-loaded cores.
Limitations of Nano Composite Resins
Since these resins are a ceramic-like material that does not dissipate heat as quickly as metal molds do, the cycle time will be longer as compared to either steel or aluminum tooling. This is because the thermal conductivity of the composite resin is considerably lower than that of either steel or aluminum so heat cannot be as easily removed.
The cycle time for these nano composite resin rapid tooling will normally be between 60 to 120 seconds. Cooling times are dependent on part size, geometry, wall thicknesses and the kind of plastic being molded. This tooling method is not for production quantities; therefore cycle time is not as important as the overall turnaround time for the project. This method will quickly and cost effectively produce real injection molded parts in quantities ranging from 1 to 100 and in many cases greater than 1,000.
Companies Doing Rapid Tooling
There are plenty of design houses that are doing rapid tooling and include it as part of their overall service offering package. The majority of companies using this technology are actually OEMs that have SL and injection molding capabilities. One OEM company has had so much success with the rapid turnaround of real injection molded parts that even design engineers in their offshore locations are requesting prototype plastic parts from these resins in the U.S. rather than having them made via machined molds in their specific country due to turn around time and quality of finished parts.
Conclusion
Stereolithography is an increasingly useful rapid prototyping technology thanks to a broad range of advanced material offerings. While SL parts can always be used for concept models (just like any RP technology), SL’s value is more importantly demonstrated in parts used for cast urethane replacements, fit and function models, and even direct manufacturing. Nano composite resins add efficiency to the moldmaking shop—allowing it to compete with offshore rapid tooling in terms of turnaround time and quality. As SL resin suppliers continue to expand the technological capabilities of their materials, the expansion of stereolithography into new product development areas will also continue.
References
- ViperTM SLA® system, ViperTM Pro SLA® system from 3D Systems Corporation.








Related Content

MMT Chats: The Connection Between Additive Manufacturing Education and ROI
This MMT Chat continues the conversation with Action Mold and Machining, as two members of the Additive Manufacturing team dig a little deeper into AM education, AM’s return on investment and the facility and equipment requirements to implement AM properly.
Read More
Dynamic Tool Corporation – Creating the Team to Move Moldmaking Into the Future
For 40+ years, Dynamic Tool Corp. has offered precision tooling, emphasizing education, mentoring and innovation. The company is committed to excellence, integrity, safety and customer service, as well as inspiring growth and quality in manufacturing.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
MMT Chats: 5 in 5 with Best Tool and Engineering
MoldMaking Technology Editorial Director Christina Fuges reveals 5 best practices for improving efficiencies within shops...in 5 minutes. Our guest is Joe Cherluck, President of Best Tool and Engineering in Clinton Township, Michigan.
Read MoreRead Next

Validate the Design First with Rapid Prototyping
Rapid prototyping allows the mold builder to produce a functional model to validate part design, fit and function before the mold is produced.
Read More
Rapid Tooling Via Stereolithography Gets a Closer Look
Industry roundtable reports initial findings.
Read More
Dispelling Myths of Rapid Tooling
Six myths of rapid tooling will be dispelled by examining the truth. This will enable the moldmaking and injection molding industries to better accept and sell the growing trend of aluminum tooling.
Read More