The Designer's Edge: Lifters on Steep Angles
Randy shares some insight on options for reducing lifter wear and failures.



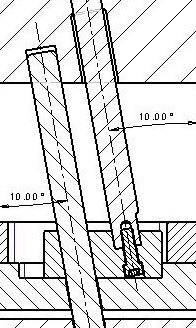
The helper pin prevents lifter rod deflection by keeping the lifter slide in the proper position.



One way to prevent lifter rod/shank deflection with lifters on steep angles or with excessive unsupported length is to keep the slide traveling in the proper position (see image) with adding a "buddy" or helper guide pin to the lifter slide. Helper pins are a great option for drastically reducing lifter failures and wear with the rod or shank.
Typically, I would start at 10 degrees when using a helper pin, but as I mentioned earlier a low angle lifter with excessive unsupported length could have deflection issues. One example is on a tool with flash issues under the lifter as it stood above the cavity surface. This lifter had a 0.500 diameter rod on three degrees, but had excessive unsupported length on a larger tool. The lifter slide with bind up in the ejector plates could not make it all the way home, as the lifter rod was not robust enough due to excessive unsupported length that allowed it to deflect. When this happens the lifter head will not sit all the way down in the pocket Instead it stands proud on the cavity surface causing flash underneath. There is no concrete standard to determine when to use helper pins. I recommend using 10 degrees as a reference point. However, some lifters under 10 degrees may also need them, and other lifters greater than 10 degrees may not need them.
You need to determine the lifter angle during design based on the stroke you need to ensure the unsupported length does not exceed the travel. Oftentimes, a back plate or mold base is cleared for the lifter rod/shank and the bearing is only on the cavity. You should always have a bushing or guide blocks on the back plate or mold base to give the lifter as much support as possible. Lifters can also deflect from cavity pressure, which causes read-through issues on the part. This can happen when a shut-off shelf is not on the lifter and cavity pressure can push it below the cavity surface.
Next year, I will dive deeper into lifters with a look at part defects, wear surfaces, materials used, fitting, timing and more








