
STEP-NC Momentum Continues Into 2003
An emerging data input standard for CNC machine tools has a steady pace and consistent results.



A machine tool can receive STEP-NC data, "understand" what it means and begin milling without any more instructions.
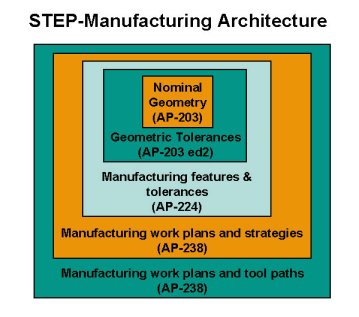
STEP-manufacturing architecture.
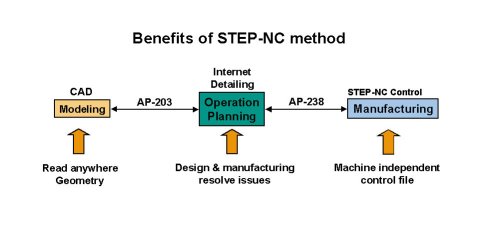
Benefits of the STEP-NC method.
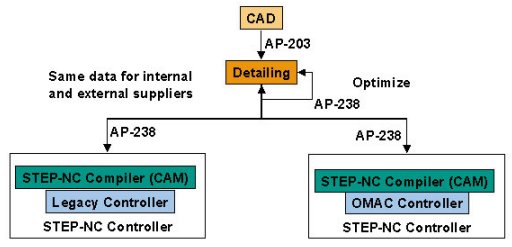
Design-to-manufacturing exchange enabled by STEP-NC.
In astronomy, a spectacular occurrence known as conjunction happens when the earth is directly aligned with the sun and one inferior planet, either Venus or Mars. A similar phenomenon is occurring in the manufacturing world. Today's CNC machine tool controls are being enabled with CAM technology. The alignment of these components will be complete with a third piece of technology called an interface. STEP-NC, an emerging ISO data input standard, has been developed to easily plug into this interface scenario. And the results are expected to be as sensational as the once-in-a-lifetime alignment of celestial bodies in our backyard.
First, let's take a brief look at the evolution of STEP/STEP-NC and the forces behind the technology. To facilitate global commerce, the International Standards Organization (ISO) received a mandate from the United Nations to manage global standards, and to develop one extensible, comprehensive standard for product data. The fruit of this labor is STEP (Standard for Product Data Exchange), an international data standard created by a team of more than 200 product data experts from around the world. STEP became a full ISO standard in 1994, and since that time, all of the leading CAD software vendors have implemented STEP data translation. It is estimated that more than one million CAD stations now contain STEP data translators.



The many industries involved in manufacturing will realize the short- and long-range benefits, because STEP information models are long lived and adapt readily to new technologies. The core of the STEP standard is a catalog of reusable engineering definitions that can be taken and packaged as Application Protocols (APs). There are APs available for composite materials, sheet metal dies, automotive design, shipbuilding, architectural engineering/construction (AEC) and process plants. The European Space Agency recently developed a suite of protocols for spacecraft thermal and propulsion applications. Over time, diverse industries will develop their own protocols.
What Is STEP-NC and How Does It Relate to STEP?
In a nutshell, STEP defines a standard for CAD product design data including geometry, topology, tolerances, relationships, attributes, assemblies, configuration and more. STEP-NC is an extension of STEP that annotates product design information with manufacturing information such as tooling, stock, manufacturing features and process sequence. The result is full fidelity 3-D design data or a "super model" that is ready for downstream production.
STEP-NC is an interface or data input standard for Computerized Numerical Control (CNC) systems. Using STEP-NC, an external system - such as a process planning system or an integrated CAD/CAM system - can create instructions for making a part on a machine tool and send those instructions (via DNC, LAN, WAN or the Internet) to a CNC milling machine containing an embedded CAM system. The manufacturing process is streamlined because STEP-NC defines data as "working steps," which is a library of specific operations that might be performed on a CNC machine tool. The newly enabled machine tool can receive STEP-NC data, "understand" what it means, and begin milling the piece without any more instructions.
In contrast, today's machine tools are driven by G and M codes, a 40-year-old language used to describe part programs for CNC controls. It was designed for an era when paper tape was the most popular medium for moving data between computers and the logic necessary to process simple commands was just about affordable for a CNC machine. Today, the average microprocessor can easily process 3-D data.
NC programming is the only function in the design-to-manufacturing process that is not using full fidelity 3-D information. As a result, CAM programmers go through a lengthy process to translate part geometry, generate toolpaths, determine feeds and speeds, and select tool sizes. In effect, they have to think for the machine tool, an extremely high-tech product driven by very low-tech codes. STEP-NC will ultimately make G and M codes obsolete, and more than 4,500 post processors will be eliminated in the process.
Benefits of the Manufacturing Conjunction
Visualize this e-capable manufacturing scenario. A job shop downloads a 3-D model in the STEP file format from a website. The STEP file provides direct input (STEP-NC) for the machine tool - product information such as geometry, features, machining steps and toolpaths. It eliminates the requirement for drawings on the shop floor because a STEP-NC file describes everything the shop floor needs to know about the product and the process including all of the required tolerances. The result is a 37 percent reduction in setup time, a 75 percent reduction in data prep time and a 50 percent reduction in machining time. It is not hard to picture levels of productivity and quality rising sharply with this new process.
To start, STEP-NC fits well with current manufacturing practices because CAM systems and PC controllers are already on the shop floor. STEP-NC gives these CAM systems and controllers a common interface that will make machine tools much easier to set up and program. When the software receives a 3-D model, every facet of the process can be fully checked and simulated before execution. The program also would try every possible option to find the fastest possible spindle time. In short, STEP-NC makes developing a CNC part program more efficient because the machining instructions can be defined more concisely.
When STEP-NC is used as data input to the CNC machine tool, the dream of portable CNC programs can be realized at last because the industry could have one high level language for CNC control that can be compiled into all of the flavors needed by different machines. It is the best of both worlds: users get one language, while CNC vendors can add features to their machines, change the compiler, and have the CNC software take immediate advantage of these modifications. This is quite a leap forward for the CNC vendor whose new machine features only can be utilized by adding new codes to RS274D that have to be managed using a post processor.
Another advantage of a STEP-NC scenario is that companies will be able to take another serious look at those under-utilized five-axis machine tools. With a new level of automation and optimization, fixturing and programming will become easier and safer for the machine operator.
An integrated design and manufacturing STEP database also could tie together information throughout the company and supply chain. STEP manufacturing applications on the Internet have the capacity to reduce the costs of production planning and manufacturing control for a supply chain by 30 percent or more.
Overall, industry and STEP experts have estimated that detailing will be 75 percent faster than current practices because fewer drawings will be needed to communicate all of the stages of a manufacturing process. Second, the project has estimated that STEP-NC will make the task of path planning 35 percent faster because less information has to be defined and because 3-D feature recognition can be used to accelerate the definition. Third, the project has estimated that small- to mid-sized moldmakers and machining jobs will complete their processes 50 percent faster because the information in a STEP-NC file allows a CNC system to do full safety checking and to compute the optimal speeds and feeds for the cutting tools automatically. Therefore, high-speed and five-axis machines will be used more often for small- to mid-sized job lots. The manufacturing road map has estimated that by value such job lots represent 75 percent of manufacturing.
The Evolution of STEP-NC in the United States
Since January 2000, STEP Tools, Inc. (Troy, NY) has worked to develop and deploy STEP-NC with its team of subcontractors including Honeywell FM&T, Rensselaer Polytechnic Institute, Bridgeport Machine Tools and Liberty Consulting. This endeavor, known as the "Model Driven Intelligent Control of Manufacturing Project" or "Super Model" is in its third year of progression. The project is backed by an advanced technology award issued by the National Institute of Standards and Technology (NIST), an agency of the U.S. Commerce Department's Technology Administration. STEP Tools joined hands with its Industrial Review Board, a group of industry experts representing all sectors of the industrial marketplace, to mastermind STEP-NC's technical direction and monitor its progression.
The year 2002 beheld many milestones in the progression of STEP-NC. In February, STEP Tools performed live demonstrations of CNC milling operations at a local job shop during its 4th Industrial Review Board Meeting. In the following month, the company presented its Phase One Implementers (P1I) Program that would help deploy STEP-NC inside and outside a large manufacturing enterprise. The program would be implemented in systematic phases within a company's production operations and across the supply chain of the participating manufacturers. During this time, machining centers will be STEP-NC enabled and transformed into intelligent design-to-manufacturing systems.
In late May, a pivotal meeting of the P1I team was held and the participants formulated the Benchmark Foundation to evaluate STEP methodology against existing manufacturing processes. The group also prepared a schedule of order for implementing technical features. During the following months, extensive testing was performed in each STEP-NC environment, and each company submitted a copy of their crib sheets to build the new process. Each P1I participant agreed to machine a mechanical part of their choice and to prepare five parts for a side-by-side comparison of traditional machining and STEP-NC machining. The team will reconvene to compare notes and set new initiatives to further advance their STEP-NC programs.
At the Sweden ISO STEP meeting in June 2002, significant progress was reported in the area of mapping STEP to XML. XML (eXtensible Markup Language) is a language used to represent structured data (it does not define semantics), and is a subset of SGML (Standard General Markup Language).
In July, NASA Jet Propulsion Laboratory (Pasadena, CA) joined the elite group of Phase One Implementers. The Jet Propulsion Laboratory (JPL), managed by the California Institute of Technology, is NASA's main center for robotic exploration of the solar system. It is expected that JPL's in-house manufacturing facility and experienced staff will play a vital role in early benchmarking.
During the International Machine Tool Show, a STEP-NC/OMAC meeting was held to review the plan to collaboratively build a pilot program that demonstrates machining a part using STEP-NC (AP 238). The project is intended to generate live metrics that demonstrate the merits and cost savings of the STEP-NC programming language.
On September 12 and 13, 2002, at a STEP-XML Workshop, members of SC4 (an ISO subcommittee who help define STEP standards) worked together to determine technical standards for the representation of STEP data in the XML format. This team will formally present their ideas for consideration and inclusion in the upcoming second edition of the STEP data standard.
By the second meeting of the P1I team in September, significant progress was made in several STEP-NC areas including feature-recognition, an expanded tool database, optimized auto-tool matching, and added support for crib sheets, macro-planning and micro-planning. Finishing out the last quarter of 2002, the P1I team is working toward new goals for their next meeting at JPL.
The team will show how quickly a part can be made from STEP-NC information. They will perform 2.5-D manufacturing from mostly analytic geometry using a five-axis machine tool. They also will complete the process data by utilizing setup and fixture information, tool selection using JPL crib sheet data, and perform strategy selection using JPL crib sheet data.
October presented big news for the STEP community. The ISO-SC4 Chair and Secretary recommended advancement of AP-238 (STEP-NC) to Draft International Standard status as soon as all the CD ballot issues are resolved. It is projected that this will occur in early 2003. This means that the basic technical development is complete and all vendors and users should begin prototyping to make sure that the standard includes everything they need.
International Manufacturers Move Toward STEP-NC
The IMS STEP-NC consortium is an international organization dedicated to testing and promoting STEP-NC technology. Participating regions include Europe, Switzerland, Korea and the United States, which is represented by STEP Tools. As part of a new IMS project, STEP Tools will be testing STEP-NC with Siemens in Germany, Daewoo in Korea, and other major companies. The most significant news from the 2002 summer IMS meeting is the strong participation by the European Automotive industry in progressing STEP-NC into their organizations.
Exploring STEP-NC Components Today
While STEP-NC is in its earliest phases and moving at a steady pace, there are a variety of its components that can be explored by the moldmaking industry. In the long run, manufacturers will have a choice as to how they provide STEP-NC data to their machine tools. Most early adopters will use CAM systems to compile STEP-NC data into legacy codes. ST-Machine is a set of libraries that can be plugged into a CAM system to enable this approach. The libraries build a manufacturing model in the CAM systems, and during the infancy phase of deployment, it is expected that a user will have to fine-tune the model before it can be posted. Very little user input will be necessary in the later phases of deployment when enterprises have optimized their STEP-NC strategies to create best-in-class machining models. STEP Tools predicts that the CAM system and these libraries will be loaded directly onto the CNC machine to maximize safety and flexibility.
Users also can discover how to create STEP-NC data using a new program called ST-Plan. ST-Plan is a tool that rapidly creates STEP-NC data (AP-238) from STEP data (AP-203 or AP-214). In the long term, STEP-NC data will be read and written by most CAD and CAM systems. However, in the short term, there needs to be a reliable source that can be used to test and optimize the STEP-NC machining processes. ST-Plan is this source. There are two versions of ST-Plan. An online translator at www.stepnc.com reads AP-203 or AP-214 and writes AP-238. This is the best method when the default features and plans created by ST-Plan are acceptable. A desktop version is being used by the P1I team and lets the user manually identify or re-classify features, change the order of a manufacturing plan and set a large number of default values.








Related Content

Tolerancing in Mold Design, Part 1: Understanding the Issues of Conventional Bilateral Tolerancing
Mold designers must understand the location, orientation and form limitations of conventional tolerancing before changing to another dimensioning system.
Read More
Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
How to Select a Mold Temperature Controller
White paper shares how cooling channel analysis, which collects maximum pressure drop, total flow rate and heat dissipation, eases the performance evaluation of mold temperature controllers.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More