Slide Action Technology—Higher Cavitations in Smaller Machines
A new stack mold design—Compact Slide Action Mold Technology (CSAM™)—has been developed to maximize productivity without the need to invest in larger molding machines.



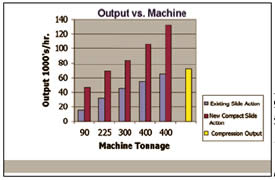
CSAM Technology: Output vs. Machine Figure courtesy of StackTeck.

CSAM technology offers a number of advantages, including less distance between rows of cavities to maximize machine output; no product contamination and secondary slitting operations; improved cycle times; easier design and maintenance; and no protruding components. Photo courtesy of StackTeck.
A new stack mold design—Compact Slide Action Mold Technology (CSAM™)—has been developed to maximize productivity without the need to invest in larger molding machines. Best suited for tamper-evident carbonated and non-carbonated enclosures, this technology optimizes the number of cavities in any given machine.
According to Jordan Robertson, marketing manager of injection mold builder StackTeck, this new technology was designed to address concerns with existing slide action molds, like:



- Existing components enlarge the mold
- Limited number of cavities for a given machine
- Obstruction of space between mold plates during ejection
- Product contamination
- Part entrapment
- Misalignment of slides
- Lengthy time cycles due to mechanical nature of ejection
CSAM technology uses a pneumatic rack and pinion. A reciprocating driving rack drives two pinions; and each pinion drives a pair of driven racks, which are movable in opposite directions. The slide actuation mechanism is compact and recessed, driven independently of the mold opening. The slides are always connected to the driven racks. There is no obstruction between mold halves and overall size of the mold is reduced.
Advantages
There are numerous advantages to this new technology, Robertson points out. It substantially reduces the distance between rows of cavities, which maximizes machine output; eliminates product contamination and secondary slitting operations; and improves cycle times due to independent opening of slide action. In addition, modular mold construction facilitates design and maintenance (i.e. change-over of one module at a time)—and there are no components protruding from the mold.
“CSAM technology was designed to maximize productivity without the tradeoff of investing in a bigger injection machine,” Robertson says. “For example, by making a mold with slides as compact as possible, we can fit a 64-cavity stack mold (2x32) into a 90-ton machine for typical tamper-evident closures, and of course the tamper-evident band is molded in with breakable bridges so no after-mold slitting is required.” Additionally, the technology can help exceed the output of compression molding. “There is the possibility of 3,000 parts per minute compared to 1,200 parts per minute.
Related Content
-
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
-
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
-
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.








