
Savings from the Front Lines: Using Hot Sprue Speeds Cycle Times, Yields Cost Savings
This quarterly series features actual examples of the front-line mold building company presenting new approaches to improve the customer’s profitability.

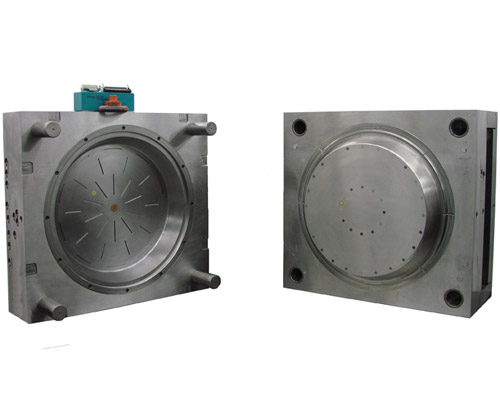
The A side of the saucer mold is shows here. BPI had to build an SPI class, 402 hardened single-cavity, 34” X 36” super-cooled mold. By designing the mold with a hot sprue instead of a hot manifold, BPM offered its customer significant cost savings and a lighter weight mold.
Although the mold for this saucer had a relatively simple part design, the overall mold size was unusual. The finished mold weighed 6,800 pounds and is the largest, heaviest mold BPM has built to date.

Buss Precision Mold President Jonathan Buss holds the part the company’s saucer mold produced. The parts came out with excellent cycle time and no warpage after processing on T-1 testing, with no tool adjustments necessary.



When an international supplier to the horticulture industry needed to mold a large part with a fast cycle time and low warpage, it turned to Buss Precision Mold Inc. (BPM; Clackamas, OR)—a mold manufacturer that prides itself on working with custom molders and OEMs to keep injection molding operations running smoothly.
According to BPM President Jonathan Buss, the company’s typical project is a package of molds with quick delivery requirements or parts with highly contoured surfaces, complex actions or unscrewing mechanisms required for the mold. Industries Buss serves include electronics, consumer products, industrial, agricultural, aerospace and transportation. Additionally, the company specializes in auto unscrewing, two-shot and metal-injection molds (MIMs).
Significant Cost Savings
“This particular project was one with relatively simple part design,” Buss explains. “However, the overall mold size and the extensive cooling were out of the ordinary. The finished mold weighed 6,800 pounds and is the largest, heaviest mold BPM has built to date.”
The finished part called for injection molding for a 25-inch diameter saucer. “We had to build an SPI class, 402 hardened single-cavity, 34” X 36” super-cooled mold,” Buss elaborates. “Our customer had specified using either a 3-drop or 6-drop Husky hot manifold to supply the mold with sufficient volume of plastic for fast fill and cycle time. The quoted budgetary prices for manifold ranged from $26,000 for 3-drop to $30,000 for 6-drop—including shipping.”
Buss and David Jakubowski, a Husky Sales Engineer, discussed the possibility of using a hot sprue for the project. Jakubowski ran an Autodesk MoldFlow study on the part to determine if a Husky high-performance, hot sprue bushing could accomplish the desired fill in under three seconds and target injection molding pressures. Upon completion of the MoldFlow study, the findings confirmed that the Husky Ultra 1000 hot sprue bushing with water-cooled gate insert would yield superior results—with a significant cost savings.
“The parts came out with excellent cycle time and no warpage after processing on T-1 testing,” Buss notes. “No tool adjustments were needed. The tool weighed less by 3,000 pounds and was easier to hang in-press as the customer has limited crane capabilities.
“Identifying potential savings for customers is a key part of Buss Precision Mold’s customer relationship strategy,” Buss concludes. “Another large aspect of ensuring our customers are profitable is design for manufacture and part design review. These value- added services identify and implement best practice solutions to alleviate the potential for adverse part quality or molding conditions during production.”
Related Content
-
Project Reveals Added Benefits of New P20 Grade Steel in Machinability, Cycle Time and No Stress Relief
MoldMaking Technology's Christina Fuges talks with General Motors' Shane Appel about a project testing a new P20 steel grade's dimensional stability.
-
What Electric Vehicles Mean to Mold Builders
Harbour Results CEO Laurie Harbour on why EVs make the situation at mold and tool shops more challenging.
-
Industry Report: Automotive Outlook, Forecast, Disruptions and Industry Transitions
A recent presentation by Auto Forecast Solutions shares some interesting trends to help those who work within the automotive industry better understand key trends.








