
Molding High-Precision Parts In High-Cavitation Molds
In the debate to determine the right number of cavities per mold, melt-rotation technology bolsters the case for high-cavitation molds.



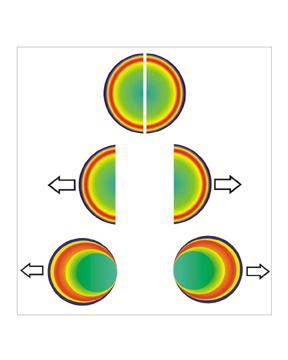
Figure 2: Melt conditions in secondary runner.
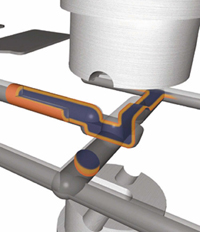
Figure 3: Mold rotation technology reorienting shear effects.
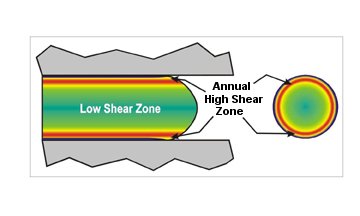
Figure 1: Shear heating distribution.
The last century's greatest advancement in injection molding was the advent of the reciprocating screw. This - along with further developments in equipment, process control, molding techniques and plastic materials - significantly improved the consistency of the melt delivered to the mold. However, these advancements do nothing to address the cavity-to-cavity variations developed within a multi-cavity mold. It is now known that homogenous melt conditions and precise delivery of the melt to the mold are completely nullified by a branching runner. Could solving the mystery of the runner be the secret to molding high-precision parts in high-cavitation molds?
Yesterday's News, Today's Economy
In the past, parts molded of plastics were thought to be inferior to the parts produced from more traditional materials. Discoveries and developments that improved processes, plastic materials and design have eroded this belief. In particular, the development of the reciprocating screw machine, advancements in screw design, process control and plastic material technology have significantly improved the consistency of the melt delivered from the molding machine.



But the consistency stops at the molding machine. As the molten material leaves the nozzle and enters into the mold's runner system, variations are developed in all multi-cavity molds - whether using hot or cold runners.
The true source of the variations was not understood. The result was that the industry accepted the resultant limitations and restricted itself to producing high-precision parts in molds with four or fewer cavities. But, as the reciprocating screw opened new opportunities for injection molding, the recognition of shear-induced imbalances - and recent melt rotation methods to address them - introduces new opportunities and leaves cause to reevaluate old traditions.
The study of polymer physics has led to discoveries that have isolated the primary cause of cavity-to-cavity variations. We now realize that product variations are resulting from significant inconsistencies in the melt entering the different cavities. A mold with perfectly duplicated cavities, fed by perfectly duplicated and geometrically balanced gates and runners, provided with perfectly uniform cooling and fed by perfectly homogenous melt will still produce parts with significant variations within a single shot. The source of this problem is the development of high- and low-shear regions across a runner (see Figure 1). Studies have shown that the shear-induced variation developed in a mold's runner system is the major cause of product variations in multi-cavity molds.
The high-shear regions around the perimeter of a runner cause the melt in these outer laminates to be significantly hotter and have a much lower viscosity than the material laminates in the center of the flow channel. When utilizing the traditional geometrically balanced runner, as the melt splits at the first runner branch, a side-to-side variation is created within the secondary runner (see Figure 2). When the melt splits again at the next runner branch, this unevenly heated melt is sent to the downstream cavities at unequal temperatures, pressures and viscosities. The result is that all of the consistencies provided by the reciprocating screw, the process control, the perfect mold and the optimized plastic material are lost. This causes the cavities to fill unevenly and will produce parts with different sizes, weights, cosmetics and mechanical properties.
Prior to the recent mapping of actual melt flow conditions in a runner, it made sense to stick with numerous low-cavitation molds. Using the common methods of attempting to balance flow - modifying gate or runner sizes, changing runner layout, blocking off cavities or adjusting drop temperature in hot runner systems - it made sense to limit the number of cavities in order to keep possible mold manipulations to a minimum.
Now that shear-induced variation has been exposed (see MoldMaking Technology magazine, Exposing the Mold Gremlin, Part I, March 1999, and Exposing the Mold Gremlin, Part II, September 1999) and virtually eliminated by means of melt-rotation technology (see Figure 3), the case for high cavitation has been strengthened and justifies reconsideration.
More Mold, Less Variation In the January 2001 issue of MoldMaking Technology magazine, industry consultant John Bozzelli, principal of Injection Molding Solutions (Midland, MI), presents a strong argument for the continued use of low cavitation, saying that the decision to jump to a higher cavitation mold cannot be based on the bottom line alone. I agree with much of what he presents. However, the advantage of a well-designed and managed high-cavitation mold must not be discarded by the besieged U.S. plastics industry (molders and mold builders) with its relatively high labor costs.
In referencing some of my studies, Bozzelli indicates that one of the major problems of high-cavitation tooling is shear-induced imbalance. Some of these studies conducted at Penn State Erie, and published at ANTEC '98, conclude that 60 to 70 percent of product variation in multi-cavity molds is the result of shear imbalance, not variations in steel dimensions or mold cooling as we typically would think. However, new melt rotation technology has proven to virtually eliminate these imbalances.
The means of evaluating the source of variations in multi-cavity molds is fast and easy using the five-step process (see MoldMaking Technology magazine, Exposing the Mold Gremlin, Part II, September 1999). This simple, short-shot method provides a means to quickly isolate the effects of mold steel variations from those created by the runner.
Similar to the way industry adapted to Just In Time ordering by developing strategic production planning, options are available that, if understood and planned for in the design stage, allow companies to compete on a new level by running higher cavitation tooling successfully. Some items to consider are:
- Building spare core and cavity inserts with the original mold and commission these during initial part submission to the customer. The additional cost of the spare mold inserts will be minimum if built with the other inserts.
- Building molds to tolerances that will assure interchangeability of inserts.
- Face mounted inserts for quick change.
- Regular scheduled tool maintenance.
- Utilizing a rheologically and geometrically balanced runner.
- Quick mold change systems.
- Mold design practices that allow for future flexibility in production.
I've encountered molders who worry that if they build one 32-cavity tool rather than eight four-cavity molds, they are putting all their eggs in one proverbial basket. They ask, "What if the tool is damaged?" To that I say, "What are the chances of catastrophic failure of all cavities?" Most often it is a single cavity that gets damaged at any given time. By commissioning spare inserts during initial product qualification, if an insert is later damaged, the spare inserts will keep production running. The same approach of keeping spare parts can be applied to high maintenance components, such as gates, by designing these as replaceable inserts.
Other options to running a single 32-cavity mold are to build four eight-cavity molds or two 16-cavity molds. You reduce the number of molds required if running only four cavities, and dramatically increase productivity at the same time - how's that for a cost savings?
This is not to say that every company should be running a 16-, 32- or 64-cavity mold for all product lines. The arguments that John Bozzelli makes for low-cavitation molds should be considered. However, companies should not be limiting themselves to four cavities if the issues creating the limitations can be - or have been - resolved. A company running a 32-cavity mold versus one or multiple four-cavity molds clearly has an advantage if they are able to produce equal quality parts and strategies are developed for their dependence on fewer molds and machines.
Furthermore, one must consider the concerns of dealing with multiple low-cavitation molds producing the same product. Using the above example, how likely is it that all eight four-cavity molds will be identically machined? To save time, the building of multiple molds are more likely to be assigned to multiple tool makers utilizing different machines, thereby exacerbating any steel variation. When these eight molds arrive at the molding shop, they will be mounted on eight different presses, run by different operators and possibly fed from multiple material lots. Add to that the effect of these variations on the additional cost of the eight four-cavity molds, the eight presses, the auxiliary equipment, the maintenance on all of these, the energy costs, the additional floor space, etc. And who will assure the product quality from all of these molds? An overworked inspector who now finds his or her area of responsibility multiplied by a factor of eight? Is this all because of an oversight in the runner design?
The industry is just beginning to recognize the significant problems created by the long accepted standard runner designs of today. Equipment specialists, like Bob Rajkovich of Gem City Plastics Machinery in Dayton, Ohio, have compared the impact of resolving product variations in multi-cavity molds through melt rotation technology to the effect of the reciprocating screw's replacement of the plunger machine. Resolving the runner problem creates a major paradigm shift.
High Cavitation Buys Time, Space
Running a rheologically balanced high-cavitation mold that produces quality parts in large quantities is like buying time. Courtesy Corporation (Buffalo Grove, IL) - a medical manufacturer - struggled for a year with a 16-cavity mold that refused to produce good parts due to a large filling imbalance in the industry standard geometrically balanced runner. The company tried reducing the number of cavities to eight, to no success. After applying melt-rotation technology to the now eight-cavity mold, his 95 percent cavity-to-cavity variation was reduced to less than five percent variation in the first shot, and eight quality parts were coming off the tool for the first time. Courtesy is now in the process of opening the other runners and cavities, bringing the number of cavities back to 16 and bringing the part cost in line with the original quote - making its client happy once again.
A growing requirement for manufacturing companies in industrial countries like the U.S. is to minimize dependence on labor and floor space. It is becoming more and more difficult for these countries to compete with third world countries with their lower land, building and labor costs, particularly as their labor force becomes more skilled. High-cavitation molds can reduce both labor and space requirements. Further benefits include less capital requirements for the additional molding machines, thermolators, conveyors, robots and automation equipment as well as the associated maintenance for all of these and the energy cost to run them.
Solving the Mystery
Reflecting on all of the advancements in injection molding in the past century, prior to melt rotation technology, virtually nothing had been done to improve the consistency of parts produced in a multi-cavity mold. The non-uniform melt conditions that existed in the old plunger machines are recreated every day by a mold's runner in every multi-cavity mold. It is possible that the perfectly machined, geometrically balanced runner of today - known worldwide as the "naturally balanced runner" - will go the way of the plunger machine and with it, the restrictions to molding high-precision parts in high-cavitation molds. Well-designed and managed high-cavitation molds increase the ability to make more parts from less capital while using fewer people - thereby reducing per-part cost. As margins shrink, so does the molder's margin for error.
Successful modern high-cavitation molding can be a reality for hot and cold runner molds. New technologies that manage the inherent shear variations developed in a runner are able to eliminate the dominant source of variations in multi-cavity molds. This opens the door to reevaluate the use of higher cavitation molds for producing high-precision plastic parts. For tool shops watching orders sail east into the sunset, this technology comes not a moment too soon.








Related Content

Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read MoreRead Next

Multi-Cavity Mold Issues Solved with Melt Rotation Process
Toolroom supervisor shares his experience with a rheological control solution to some obvious and some not-so-obvious challenges with product and color variations in a multi-cavity mold.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More