
Keeping Your Balance
With the ever-growing popularity of high-speed machining, proper tool balancing has become a crucial element in moldmaking. However, it is important to know your options before purchasing a balancing system.



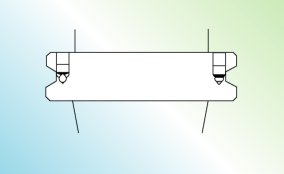
Figure 2: Axial screw system.

Figure 5: Balancing rings.
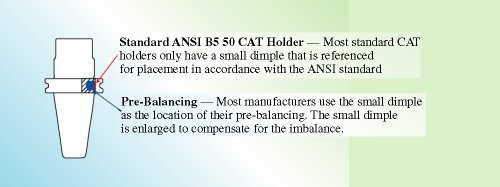
Figure 1: Pre-balanced toolholders.
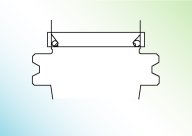
Figure 4: Weighted ball system.
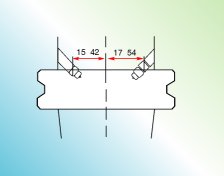
Figure 3: Angle screw system.
During the past few years, the metal cutting and moldmaking industries have changed to be more conscientious about balancing toolholders for high-speed applications. They have found that having a balanced holder system will provide them with longer tool life, better surface finishes, faster feedrates and fewer spindle bearing repairs. As a result, it wasn't long before there was a variety of toolholder balancing systems available in the high-speed machining market. The basic systems that you can find today are pre-balanced, axial screws, radial drilling, angled screw, weighted balls and balancing rings. Each system is somewhat similar, yet each still has distinct advantages and disadvantages that may affect your process. Lets take a look at each system and how they work.



Pre-Balanced Systems
This system is exactly as the name states - you receive holders that are pre-balanced to a given speed, usually with no tool, retention knob, collet or nut. These systems are usually balanced by design in the neighborhood of G6.3 @ 15,000 rpm. Some companies do offer higher speeds and ratings upon request, but at an extra charge. Drilling small holes in the flange of the holder to remove any imbalance usually attains this increase in speed (see Figure 1).
The advantage of this system is that you start with a balanced holder, which is the heaviest part of your toolholder assembly. If you use symmetrical tools, a quality high-speed nut and a retention knob, you will be able to keep your imbalance to a minimum and stay closer to maintaining a better balance rating of the holder assembly. A good example of the advantage that you can gain from a pre-balanced system can be seen by comparing a standard CAT 40 holder that is not pre-balanced. This holder would be between G40 and G100 @ 15,000 rpm. An improvement from G100 to G6.3 could result in a 1,600 percent reduction in force exerted on your spindle bearings.
The disadvantage is that you cannot easily adjust the balance quality after the holder has been assembled. Why worry about this? As mentioned above, the holder is balanced without the nut, collet or retention knob. Because of this, as you assemble the holder, collet, nut and retention knob, you may see the quality rating change from G6.3 (4.8gmm of imbalance for a CAT 40/ER 32 holder) up to G40 (29.8gmm of imbalance). Now to maintain your balance quality of G6.3, you need to have your holder balanced. Having a system to adjust the balance will help you compensate for your tooling, nut type used and any wear that your holders have.
Axial Screws
This system uses small screws and a series of weighted balls to compensate for the holder imbalance. These holders have six to 12 small screw holes located in a radial pattern around the top of the flange of the holder (see Figure 2). After checking the holder balance on a balancing machine, you can then add the weighted balls and screws where needed.
The advantage of this system is that you are provided with two ball sizes - each weighing different amounts - so you can select the ball/weight that is needed for balancing the holder.
The disadvantage of this system is that it is very time consuming and requires a calculator and good math skills to make it work. You are limited to the pre-drilled locations in the holder and there are only a few weighted ball sizes to choose from. Because of this, you are limited by how much adjustment you can make at each screw hole location. The limiting factor is the weight of each ball and screw combined minus any other ball and screw placed 180 degrees opposite the ball and screw location that needs the weight added. Many times this will require calculations to extrapolate the best weighted ball combinations required to bring the assembly into balance.
Other disadvantages include exposed holes that are facing your workpiece. These exposed holes can potentially collect dirt, chips, grease or other contaminants from the machining process, causing the holder to gain an added weight imbalance that will reduce the performance of the system. In addition to that, you also will have to worry about losing or misplacing the small screws and balls.
Drilling
This system uses small drilled or milled holes in the holder flange or holder body to compensate for the holder imbalance. After checking the holder balance on a balancing machine, you can then drill or mill small holes based on the diameter of the drill/mill entered into the balancing machine at the locations given by the balancing machine.
The advantage of this system is that you are not limited by screw, ball or weight limits of other balancing systems - you just take off what is needed.
The disadvantage of this system is that you are removing material from the holder. This material cannot be put back on, making the number of adjustments limited, and also possibly making your holder look like Swiss cheese. These holes also are subject to collecting contamination from the machining process. Should this occur, the holder would have added weight imbalance that will reduce the performance of the system. This system also requires that the end user have or create a fixture for the drilling or send the holders out for balancing. Therefore, time and ease of use must be considered.
Angle Screws
This system uses small screws to compensate for the holder imbalance. These holders have a series of small screw holes located in a radial pattern around the body of the holder that are angled toward the centerline of the holder (see Figure 3).
The advantage of this system is that you can balance the holder and assembly to the speed that you need for your operation by simply adding screws in locations that will help you achieve the balance quality that you require.
The disadvantage is the same as the axial screw method with a few additional disadvantages. Because these screws are put in at an angle, the position of the screw becomes very important. Balancing machines need to have the location of the screws be in known locations to properly calculate the effect of adding the screw(s). If the screw is not bottomed out, then the effective radius of the added screw will be different - making its effect on the holder different than expected. The key to using any balancing method is knowing exactly what has been added and where. Balancing machines programmed for this method are less common then for other methods.
Weighted Balls
This system features a series of small holes, weighted balls and a locking body collar. The locking collar is rotated to expose the small holes. Weighted balls are placed in the small openings that hold the balls at predetermined locations inside of the holder in order to compensate for the imbalance. Then the collar is re-locked to retain the small weighted balls (see Figure 4).
The advantage of this system is that you can balance the holder and assembly to the speed and quality rating that you need for your operation.
The disadvantage of this system is that it is limited to the location of the small holes and the weight of the balls. However, there is a special software package designed for this ball system to overcome this disadvantage. This special software is only available for certain balancing machines; so using these holders might be more difficult.
Balancing Rings
In this type of system, two eccentrically weighted rings are rotated around the outside body of a holder to compensate for unbalance. These rings are usually located just above the flange (for single plane balancing - two plane balancing is available on holders over 5" for most manufacturers) of the holder and have a small locking screw to retain their position after adjustment (see Figure 5).
The advantages of this system are that you can balance the holder and assembly to the speed and quality rating that you need for your operation. Unlike other systems that are limited by the number and location of screw or ball holes, these rings can be rotated a full 360 degrees around the outside body of the holder, making weight distribution infinitely adjustable.
What separates this system from other balanceable systems?
- There are no small parts such as weighted balls or screws to keep track of or lose.
- The system is compatible with most balancing machines on the market.
- Fine adjustment of balancing rings makes balancing easier than fixed weight systems.
The disadvantage of the ring system is that some of them require complex setups and angle calculation, which leads to user error. Also, if the balancing rings are not manufactured to very tight tolerances, tightening the setscrews might lead to movement of the rings and therefore create imbalance instead of fixing it.








Related Content

Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More