
Five-Axis Myths
A look at the misinformation that prevents moldmakers from taking advantage of five-axis machining strategies to shorten total machining times.

Using simultaneous five-axis machining instead of three-axis machining supports increased feed rates due to the use of shorter, stouter tools. Additionally, you can take heavier cuts, and Z depths are not a challenge. Images and figures courtesy of Hurco Companies.
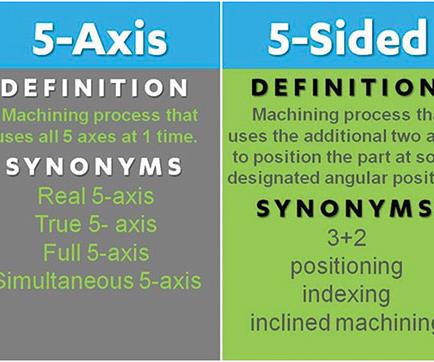
Figure 1 - Part of the confusion surrounding five-axis machining is because people use various terms interchangeably to describe the same function.

An applications engineer works on a mold test cut to evaluate the productivity gains of adopting five-axis machining with high-speed capability.
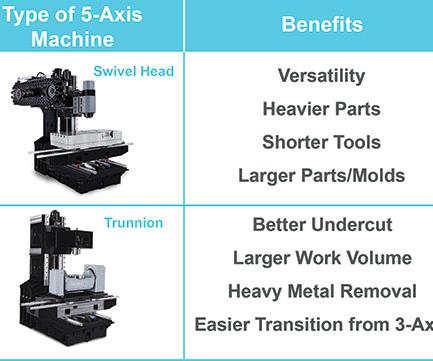
Figure 2 - The most common configurations of five-axis machining centers are the swivel- or tilting-head type and the trunnion-table type. There are benefits and limitations to both configurations, so it is important to evaluate each in relation to the type of molds and parts you produce.
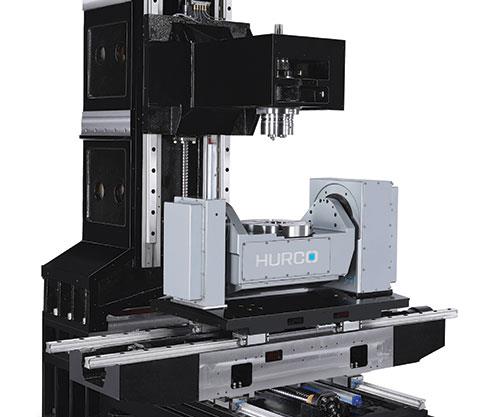
Figure 3 - This trunnion-style five-axis machining center has a stationary head, and both of the rotary axes are contained within the trunnion table.

Figure 4 - This swivel-head five-axis machining center has a titling head and rotating table, which is also referred to as a head-table configuration.


Five-axis machining allows the use of shorter tools, enabling you to push faster with increased feed rates. When using simultaneous five-axis machining for mold work, especially deep-cavity molds or tall-core molds, you can make heavier cuts, and Z depths do not present a problem. This yields shorter total machining time.
Some products require simultaneous movement (true five-axis) to allow the tool to reach complicated features on the workpiece. However, the majority of parts can be successfully machined by using the two additional rotary axes to position the part at some designated angular orientation and by using a three-axis tool path to machine the necessary characteristics. Mold work is an instance where a five-axis machining center is a worthwhile consideration, especially for deep-cavity molds or tall-core molds.



Jason Vawter, general manager of North Vernon, Ind.-based Injection Mold, attests to the true value of employing five-axis machining for mold manufacture: “The longer we use our five-axis machining center, the more applications we uncover. For example, we had a multi-cavity tool with multiple slides per cavity. Each slide had 20-degree-angle holes as well as a 25-degree angle on the back with tapped holes. Prior to our five-axis machine, machining these would require one setup for each operation on a three-axis mill and five setups with an hour to an hour-and-a-half on each block. Five-axis machining permitted one setup and 20 minutes for each piece.”
Despite such success, myths and misconceptions regarding five-axis technology still persist, especially when it comes to its limitations within mold and die work. Before we review some of the more common myths, it’s important to understand the difference between full five-axis machining and five-sided machining, in addition to the variety of terminology that is used interchangeably and which has contributed to confusion about the true potential of five-axis machining (see Figure 1).
Simultaneous five-axis machining uses all five axes at one time. This process is commonly used for manufacturing turbines, impellers, plastic molds and port surfaces. In five-sided machining (or 3+2 machining), a three-axis milling program is executed with the cutting tool locked in a tilted position using the two rotational axes of the five-axis machine. In this way, the two additional rotary axes are used to position the part at some designated angular orientation.
Four Common Myths
1. You lose rigidity with five-axis machining.
This concern usually involves the swivel-head or articulating-head five-axis machine, of which there are two types: a head-head configuration with all rotations completed by the head while the table is stationary, and a head-table configuration with a tilting head and a rotating table.
Concern about rigidity is simply due to machine design and the possibility of inadequate clamping to hold the additional two axes in position. In actuality, the B axis will be the least rigid on a swivel-head machine, and this should be a consideration when machining any heavy metal. The trunnion configuration is a more solid design and is preferred for heavy-metal removal.
2. Full five-axis machining is better than 3+2 machining.
For simplicity and increased rigidity, you should use 3+2 machining (also known as five-sided or positioning) and you will achieve faster cycle times compared to full five-axis machining (also known as simultaneous five-axis). With full five-axis machining, the machine’s movement is limited by the speed of the slowest rotary axis. This isn’t the case with five-sided or 3+2 machining, because the additional two axes are used for positioning only, which means the linear axes are free to cut at the fastest maximum feed rate allowed by the control.
However, even when you’re using three-axis toolpath technology, you can still take advantage of the obvious reduction in multiple setups and benefit from many other characteristics associated with five-axis machining. For example, when using the rotary axes solely to position the part for machining, nothing dictates that the tool axis angle must be perpendicular to the surface being machined. Positioning in a non-perpendicular orientation allows you to cut on the corner radius of a ball- or bull-nose end mill, achieving the desired surface finish and chip load control.
3. A trunnion-style five-axis machining center is preferred for moldmaking over a swivel head five-
axis machine.
The type of mold you are manufacturing will dictate which machine is your best option, and every five-axis machine has its own benefits (see Figure 2). Figure 3 shows a trunnion configuration (also referred to as a table-table configuration), which has both rotary axes contained in the trunnion table itself and a stationary head. This design is a simple progression from standard three-axis machining, so moldmakers are typically the most comfortable with the trunnion-style five-axis machine. The two rotary axes are often used to locate the workpiece into a desired orientation, making it easy to visualize how the machine will position and behave during machining.
Some advantages of trunnion-style five-axis machines include:
• Better undercut capabilities. The table can tilt farther (at least in one direction) than with the swivel-head type of machine, providing greater access to a part’s underside.
• Larger overall usable work volume. The table tilts and locks into position, and the X, Y and Z axes are allowed their full travel range. A swivel-head machine requires that the overall work envelope be used to accommodate the length of the tool as the head tilts back and forth, and this is magnified when machining with longer tools.
• More effective heavy metal removal. The head doesn’t articulate. The trunnion style five-axis machine design permits the use of geared or belt-driven spindles that provide more torque at lower rpm. The stationary-head design also eliminates the possibility that the head will be pushed out of position while machining, which can occur on swivel-head machines during heavy cuts.
As mentioned previously, an articulating- or swivel-head five-axis machine can have either a head-head configuration with all rotations completed by the head and a stationary table, or a head-table configuration with a tilting head and a rotating table (see Figure 4). Some benefits of swivel-head-style five-axis machines include:
• Ability to handle heavier parts. The table doesn’t tilt and the entire weight of the part is transferred directly down through the base of the machine to the floor, making it a very rigid setup for heavier parts.
• Ability to handle larger parts. The table design does not limit the size of the part to one that can be placed between the table risers, as the trunnion-style machine does.
• Ability to use shorter tools. The swivel head allows the use of shorter or more standard-length tooling because all tool rotations occur above the part, whereas on a trunnion-style machine the spindle has to reach out over the tilting table. The closer the table tilts toward 90 degrees, the farther the spindle has to reach.
• Versatility. The head-table design is more versatile than a trunnion- or head-head type of configuration because, in addition to five-axis machining, the entire table can be used for multiple vise setups, plate work and machining the sixth side of a part (in preparation for a five-axis setup) in three-axis mode. A tombstone can also be used on the C-axis table to simulate a horizontal machine setup for better chip control or to enable more parts to be machined in one setup.
4. Five-axis machines break down more often and cost more to repair
than three-axis machines.
The reliability of five-axis machining centers is on par with three-axis machining centers. As for service, all of the components are the same with the exception of components for the five-axis trunnion table or the swivel head, which might be a little more expensive to repair and replace. The only additional expense associated with a five-axis machine is the annual centerline measurement required to retain accuracy, which might be more expensive than the ballbar test on a three-axis machining center.
Summary
When you prepare to purchase your next machining center, give serious consideration to adopting five-axis technology. The incremental increase in costs compared to a three-axis machine will generally be absorbed quickly by increased efficiency.








Related Content

How to Analyze and Optimize Cutting Conditions to Reduce Cycle Time
Plastic injection mold design and manufacturing company puts NC program optimization software module to the test. The results were surprising.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read More
Five-Axis Graphite Mill With Automation Debottlenecks Electrode Machining
Five-axis electrode cutting enabled Preferred Tool to EDM complex internal screw geometry on an insert that otherwise would have had to be outsourced.
Read MoreRead Next

Mold Work Makes Five-Axis Worthy of Consideration
The business case for five-axis machining.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More