
Determining the Value Of Your Cutting Tool
How to reach the break even point of your cutting tool investment within hours.




Tool used for test.

Figure 4. Mold base plate.
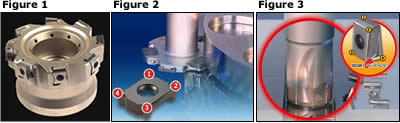
Figures 1, 2, & 3. Most of the cutting tool advancements are made possible by using the latest pressing techniques, enabling the creation of stronger tools and inserts that have more cutting edges, making better use of the carbide. Figures courtesy of Iscar Metals.
With the implementation of new cutting tool technologies, companies can focus on time cost reduction, shortening leadtimes and in many instances reaching the break even point of their cutting tool investment within hours.
How do we measure the progress of a tool we’re building? How do we measure success in business or our career? One way or another, the answer to these question always involves some measure of time (i.e., how long to build a tool, how much money does the company make per year, how much money do you make per hour). Of all things involved in manufacturing, time is the one factor that can have the greatest influence on increasing profits and upgrading the capabilities of our companies.



With regard to moldmaking technologies (e.g., machine tools, CAD/CAM, cutting tools, materials, etc.), the technology you are using today is already outdated. The ideas for the next generation of machine tools, cutting tools, etc., have already gone through research and development, and are in production. They will eventually impact the way you, your company, and the die and mold industry approach manufacturing.
The technology is ever changing, rapidly moving, and comes at a price, but it’s measurable, and when that measure can be justified, it’s time to make the investment. With that said, the remainder of this article will focus on cutting tool technologies and how these tools can reduce the overall manufacturing costs.
When considering all of the technologies being put to use on a daily basis for the machining of dies and molds, the cutting tool is one of the least expensive, but most highly scrutinized purchases that a company makes. As employees, we need to learn the basics of justifying an investment to an owner or someone responsible for purchasing. As owners, we need to look at the entire picture—there’s more to determining the value of a cutting tool (or any technology) than simply considering its price, and that the right question is not, “What is the price”, it’s how much can I make by implementing this technology?
| Chart 1 | ||
| Old Method | New Method | |
| Tool Designation |
Copy Mill | Arbor Style Milling Cutter |
| Cutter Diameter |
2.00 | 2.00 |
| Total # Cutting Teeth |
4 | 4 |
| Effective # Cutting Teeth |
4 | 4 |
| Insert |
RCKT 1304 00-PH | FF WOMT 09T320T |
| Grade |
4040 | IC928 |
| Tool Stability |
1 - Good | 1 - Good |
| Overhang |
4.00 | 4.00 |
| Coolant Type |
External | External |
| Cutting Speed (SFM) |
420 | 420 |
| Spindle Speed (RPM) |
802 | 802 |
| Depth Of Cut (ap) |
0.05 | 0.05 |
| Width Of Cut (ae) |
1.00 | 1.00 |
| Machining Length (inches) |
2000 | 2000 |
| Feed Per Tooth (fpt) |
0.02 | 0.08 |
| Table Feed (ipm) |
50.00 | 257.00 |
| # Of Passes |
||
| Average Chip Thickness | 0.009 | 0.057 |
| Metal Removal Rate (in³) | 2.5 | 12.85 |
| Technology comparison. | ||
Time Costs
Cutting tool investments can provide com-panies a return of investment very quickly. Chart 1 shows how one company justified its cutting tool investment within hours while performing rough pocketing operations of a plastic injection mold.
The improvement was due to the increased metal removal rates (circled area) made capable by the introduction of new cutting tool technology. The new technology was introduced and implemented in approximately half a work day.
Tool Costs
The implementation of new cutting tool technology also will result in tool cost savings. Cutting tool manufacturers that implement the latest technologies in the development of their cutting tools are able to provide more economical solutions by creating stronger cutting tools and inserts. Much of these advancements are made possible by utilizing the latest pressing techniques (pressing of the carbide insert), enabling the creation of stronger tools and inserts that have more cutting edges, making better use of the carbide. Some examples of this incorporate tangentially mounted inserts with more cutting edges per insert (see Figures 1, 2 and 3).
A Simple Process
The introduction of a new cutting tool technology doesn’t need to be complicated, and companies will usually benefit immediately when making the upgrade. It’s as simple as developing a working relationship/partnership with those specializing in cutting tools who are exposed to a great number of applications and can be a valuable resource for keeping up to date with newly released technology.
Real World Example
This was the situation with one such tool and die maker. In order to become efficient on a project this shop needed to reduce overall cycle time to produce more parts in a shorter period of time. From their partnership with a cutting tool supplier, this shop was able to have access to some of the newest cutting tool technology available.
The piece being machined was low alloy steel (less than 5 percent all element) Annealed, AISI/SAE 4140. Heavy rough-ing was required on this material in order to rough out the mold base plate (see Figure 4). Ramp down and pocket milling was the process used in order to complete the part.
Figures 1, 2, & 3. Most of the cutting tool advancements are made possible by using the latest pressing techniques, enabling the creation of stronger tools and inserts that have more cutting edges, making better use of the carbide. Figures courtesy of Iscar Metals.
After analyzing the application their cut-ting tool supplier recommended an arbor style milling cutter specially designed for Fast Metal Removal (F.M.R.) as a possible tooling solution. A combination of very minimal setup time, increased tool life, and the ability to run at extremely high feedrates makes this cutter ideal for roughing applications. It uses a special type of trigon-shaped insert that enables it to carry up to a .138" per tooth load.
The unique shape of this insert creates a large radius cutting edge configuration that allows the tool to be run at high feeds while carrying such a large amount of chip load per tooth. In addition, the insert is designed with a cylinder on the bottom that is seated in a matching hole in the pocket. This enables the inserts to bear higher cutting forces, which allow it to run at higher than normal feedrates. With this design, the insert is much more rigidly clamped; thereby, working to relieve most of the stresses that are normally placed on the clamping screw. The cutting forces are then directed axially toward the spindle—helping to provide stability while machining. These design features make it possible to remove metal at high rates and increase the overall efficiency of the project.
With this tooling in place, the tool and die shop was able to dramatically increase its efficiency. The cutting speed remained the same at 420 surface feet per minute and the depth-of-cut remained the same at 0.05 inches, but the table feed and feed per tooth rates were increased considerably.
The table feed increased over 500 percent from 50 inches per minute up to 257 inches per minute. The feedrate per tooth also increased from 0.02 inches per revolution to 0.08 inches per revolution. Machining at these parameters created an average chip thickness of 0.057 inches, up from 0.009 inches achieved with the previous tooling. Even with these increased rates, the number of pieces produced per cutting edge doubled from 0.1 to 0.2, and the minutes per cutting edge remained constant at 15 minutes. The total cutting time on the project reduced from approximately 16 hours to approximately four hours.
Time Savings Equal Growth
The time savings achieved on this project not only helped to produce cost savings, but allowed the tool and die shop to take on additional projects and grow as a company. Time is an important resource for a manufacturer, and can have the greatest impact on a shop.








Related Content

How to Overcome Deep-Hole Drilling Obstacles in Mold Machining
Keep up with the newest tooling innovations to overcome holemaking and finishing challenges.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Ten Things You Need to Know about Circle Segment Milling
Considerations for evaluating if circle segment end mills or conical barrel cutters are right for your mold machining applications.
Read More
How to Overcome Cutting Tool Vibration
Advanced indexable milling cutting tool design provides secure, predictable machining, increased metal removal rates, reduced cycle times and fast changeovers.
Read MoreRead Next

Looking Sharp
Advancements in cutting tool/toolholder construction yield better stability and higher accuracy to achieve greater feedrates and increased productivity.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More