
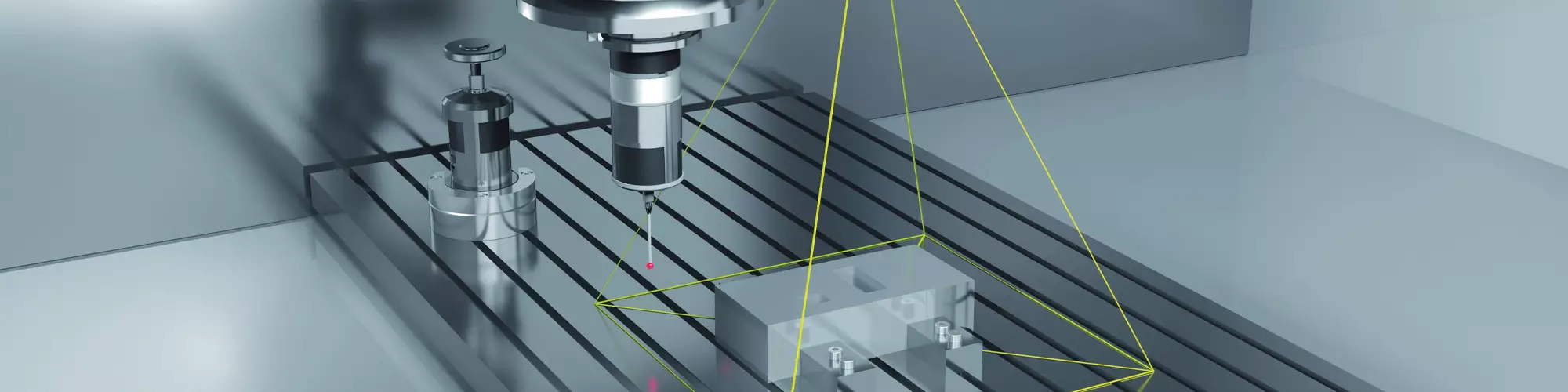
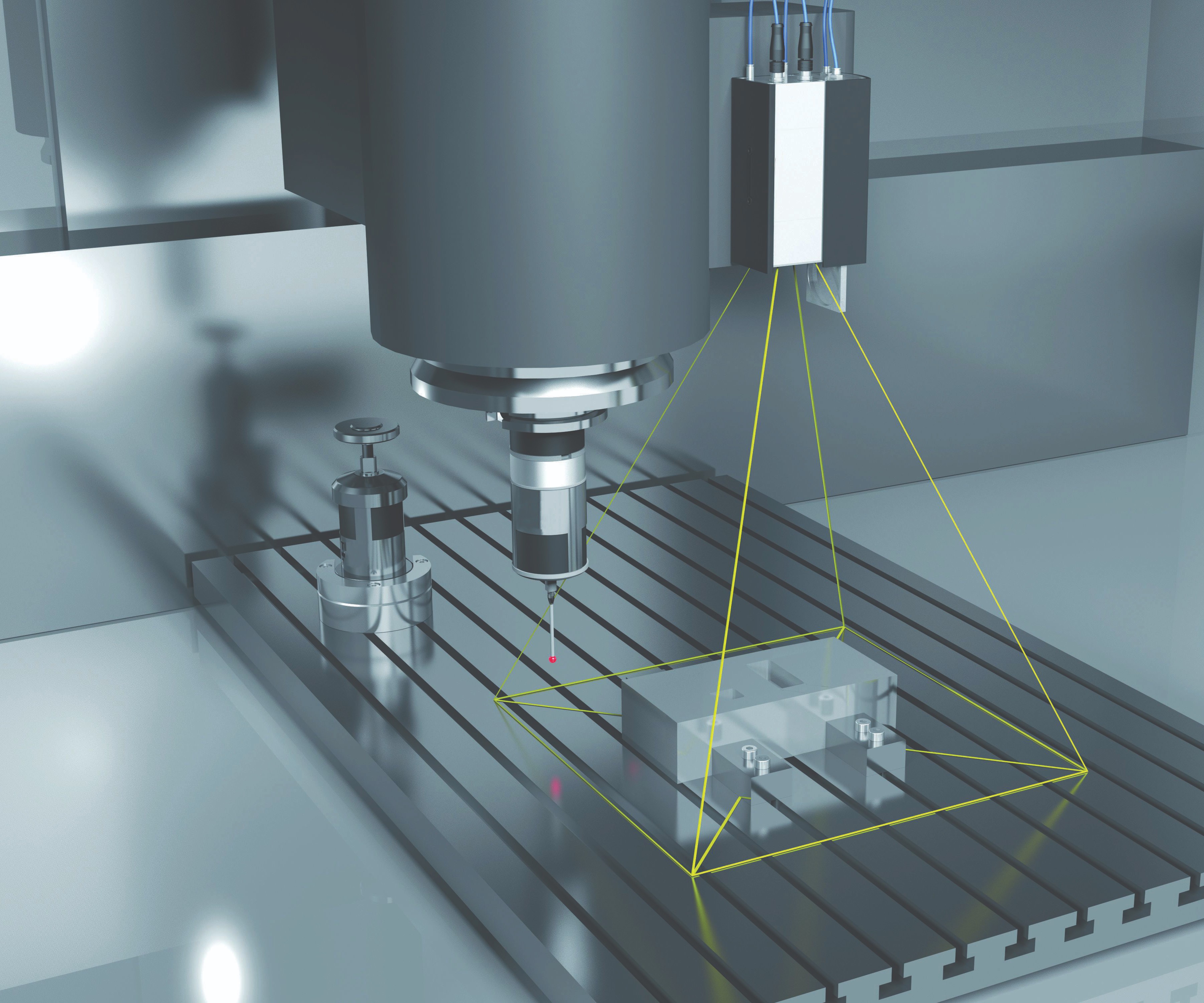
Machine-tool suppliers are advancing product offerings by adding many types of automation features like this visual setup control (VSC) system from Heidenhain Corp. The system works very much like facial recognition software in that the user photographs and stores the “perfect” machining setup in the machine. When the next part is loaded into the work area, the CNC compares that part to the “perfect” setup. If the system detects any deviation, the machine alerts the user and either stops or moves to the next pallet and repeats the process. Image courtesy of Heidenhain Corp.

This deep-hole drilling with milling machine from Cheto Corp. S.A. is one of several new, “multi-use” hybrid machining centers, the technologies of which are designed to help moldmakers machine more efficiently and economically. Image courtesy of Cheto Corp. S.A.



Because moldmakers know that machining makes up most of the mold-building process, they continually seek ways in which to cut time and costs out of that process while maintaining high quality. MoldMaking Technology queried machine-tool and EDM suppliers about the machining trends and challenges that they are seeing and how they are working to help customers make those cuts to time and costs.
All About Automation
Automation is not just for use in high-production manufacturing environments anymore. It is the most prevalent trend in machining for moldmaking today. Every machine-tool and EDM supplier participating in this roundtable feature says that automation is the dominating factor when it comes to increasing productivity. “Parts are becoming more complex and the time to market shorter. Therefore, there is the need to produce the parts faster,” António Fernandes, commercial engineer at Cheto Corp. S.A. (Oliveira de Azeméis, Portugal) says. “When we talk about automation, we talk about efficiency in every process step. This is the big challenge that the moldmaker is facing—the shifting of his production paradigm.”



When we talk about automation, we talk about efficiency in every process step. This is the big challenge that the moldmaker is facing—the shifting of his production paradigm.
Andre Ey, vice president of Die Mold Technologies at Makino (Auburn Hills, Michigan), says that his customers are implementing automation with various levels of complexity to increase the use of their machinery and the overall throughput of their companies. “The challenge lies in truly identifying their total process streams to efficiently automate,” he says.
Michael Cope, product technical specialist for Hurco Companies Inc. (Indianapolis, Indiana), says he believes more shops are moving toward automation simply to use more hours in the day. “It is becoming increasingly important, especially in moldmaking where runtimes can be extensive,” he says. “With the usefulness of today’s automation choices, like pick-and-place units, shops can set up a list of jobs that will run lights-out and will capitalize on those hours that are otherwise lost.”
Tom Houle, director of Lumex N.A. at Matsuura Machinery USA Inc. (St. Paul, Minnesota), concurs, adding that yet another reason for automating is the skills gap. “We hear from moldmakers across the country that the biggest challenge they face is the lack of skilled labor. This issue is driving them to automate their machining processes using pallet pools and high-capacity tool changers to achieve true, lights-out manufacturing.”
Anthony Fettig, CEO at UNISIG (Menomonee Falls, Wisconsin), says that in addition to external, part-handling automation, it is exciting to see further achievements in the way of internal automation like probing for tools and workpieces and closer connections between CAM, CAD and ERP systems to eliminate lost time and extract full capacity from an asset. “Maximizing internal automation is something that can be done without increasing a machine’s footprint or reshaping an entire plant,” he says. “Upgrading to a higher-technology machine with some of these features can make a dramatic change to throughput.” Fettig adds that it can be challenging for moldmakers to have so many choices of new products designed to increase productivity, especially when they are coming from numerous suppliers. “All of this technology needs to be pulled together, and the ultimate goal is full integration with a company’s information technology systems to help achieve goals that span many different areas of the business.”
Every machine-tool and EDM supplier participating in this roundtable feature says that automation is the dominating factor when it comes to increasing productivity.
Machine Monitoring
Connectivity is also critical today, machine-tool suppliers say. Many moldmakers install devices to track the activity of the molds that they build, but now data is being collected from all corners of the shop to drive efficiencies.
“Digitalization of manual processes is the biggest shift we have seen in recent years. Companies are learning the value of collecting and analyzing reports coming directly from the machine itself,” Max Preston, director of sales and marketing at Smart Attend Inc. (Aurora, Ontario, Canada) says. “Shops are capturing more machining parameters and logging more information than ever before. Operators and managers use this information for more accurate quoting, live part-quality management, tighter lead times and deliverables and for building more accurate capacity studies.”
Gisbert Ledvon, TNC business development manager for Heidenhain Corp. (Schaumburg, Illinois), says that moldmakers are increasingly getting involved in networking and monitoring their machining centers to determine where the bottlenecks are when mold production is delayed. “Many mold shops implement custom solutions,” he says. “We at Heidenhain see the importance of collecting machine data, but we do not want to collect just raw data. We also enable the operator to feed information into the system with a push of a button using pre-defined problems.” Ledvon says that problems can include not having a sister tool, or having a CNC program that needs editing and so on. This way, the manager or supervisor gets the real picture of why the mold insert was not completed on time. “We provide key data and graphs that are really easy to understand and that can be downloaded into an Excel file for future record keeping or analytics. It is a really reliable, plug-and-play solution, specifically for shops that just want to get started analyzing their efficiency without hiring a data analyst who does not build molds,” he says.
Unisig’s Fettig sees customers using 3D-laser and electronic-ball bar inspections, which are performed at machine-tool installations to “fingerprint” accuracy and use it as a benchmark for future alignment services or in the event of a machine collision. He also says that connectivity between machines makes them easier to monitor and program from a centralized location, plus it lets the original equipment manufacturer access customers’ machines for diagnostics and updates.
Makino’s Andre Ey agrees that machines are getting smarter and more connected. “Sensor technology and predictive algorithms can inform customers in a preventive way about the machine’s status, potential downtime and service needs,” he says. This advanced connectivity also enables more efficient scheduling of parts delivery and trouble shooting in real time using digital tools.
Better Controls and Motion-Control Systems
With newer, smarter machines comes the need for controls that are powerful enough to capitalize on the advanced machining capabilities. For example, Michael Cope of Hurco Companies Inc. says that more shops are adopting the high-feed tooling as a choice for cutting, which challenges machine-tool builders to create controls and motion-control systems with enough power, speed and look-ahead to keep up and accommodate the faster feed rates and direction changes associated with these high-feed end mills and tooling.
Heidenhain Corp.’s Ledvon concurs, saying that it is a matter of “first part, first fit,” meaning that moldmakers do not have the luxury of cutting several test parts to tweak the machine, program and tool path as they might in a production environment. “Heidenhain offers unique closed-loop technology on five-axis machine tools comprising an entire motion-control system CNC, angle encoders on motors and linear glass scales for maximum position accuracy,” he says. “All of this is supported by software features like dynamic efficiency and dynamic precision to ensure that the cutting tool machines the mold insert the way that the programmer wants it to.”
It is a matter of “first part, first fit,” meaning that moldmakers do not have the luxury of cutting several test parts to tweak the machine, program and tool path as they might in a production environment.
Also, Heidenhain Corp. introduced visual setup control (VSC) with which the Heidenhain TNC can automatically monitor the current setup or machining situation during a program run. This optional feature snaps reference photos of the first parts of a series. The user specifies multiple places in the NC program where the control must perform an optical comparison between the nominal condition and the actual one. If an error is detected, the TNC reacts in a manner selected by the user.
Unisig’s Fettig speaks of similar safeguards. He says, “Having machine, fixture, workpiece and tool-simulation capabilities within the machine control enables more optimized machining cycles to save time while reducing or eliminating the possibility of a crash from a programming error.”
The Combination of Subtractive and Additive Machining
Everyone is talking about additive manufacturing (AM) and how it fits into the moldmaking world. Many machine-tool suppliers have introduced products on multiple levels of the AM spectrum. To assist the moldmaking community, for example, Matsuura Machinery USA Inc. launched a hybrid, additive, metal 3D printer late last year. It enables programmers to produce integrated core and cavity sets, which Tom Houle says replaces the need for a toolmaker to fit inserts into a multi-piece complex assembly. “This same machine will also run unattended, reducing the typical activity of moving a component from machine to machine or department to department to complete all the required operations,” he says. “Our one-machine, one-process approach reduces manufacturing time by up to 50 percent.”
Evan Syverson, manager of Additive and HSM Business at Sodick Inc. (Schaumburg, Illinois), points to the way that EDM technology has evolved in recent years. “There was a time when sinker EDM was the default means of producing molds,” he says. “Today, sinker EDM is just one of several different processes that potentially may be involved. Other processes that may be involved include hard milling, which has increasingly taken on importance as manufacturers attempt to avoid the added process of making electrodes for EDM.”
Responding to this trend, Sodick Inc. is offering new post-processing solutions for moldmakers who are implementing 3D printing into their production, he says. “Because equipment used in secondary operations or post-processing traditionally has not been designed with additive in mind, it has been very expensive for moldmakers to get equipment with adequate specifications for their printed molds. Many have had to purchase premium machine models to overcome a single specification that disqualified the equivalent economy models. Beyond additive machines themselves, Sodick is developing dedicated EDM products specifically with the capacity and features needed for 3D post processing, making it much easier to finish 3D molds once they have been printed.”
Finally, Pat Crownhart, Product Manager at MC Machinery Systems Inc. (Elk Grove Village, Illinois), says that many moldmakers are working with aging sinker EDM technologies that make producing high-accuracy work a challenge. “If you can maintain speed and reduce wear it is a big efficiency win, not to mention cost reducer, for moldmakers,” he says. “To alleviate this problem, we have added completely new machine circuitry that limits damage to the electrode with each discharge. When it takes millions of sparks to complete a mold cavity, preventing damage to the electrode with each discharge means the most difficult burns will see the greatest efficiency increase because you are making fewer electrodes.”
New Machining Advantages
Tom Houle of Matsuura Machinery USA Inc. says that the emergence of cost-down, high-quality and automated five-axis machining has helped the moldmaker become more competitive while achieving higher accuracy. “These ‘self-contained factories,’ with high-capacity tool changers (that can change at least 330 tools) and pallet pools (that have 32 pallets) added days of unattended and reliable five-axis production,” he says.
“With the aid of five-axis machines, we can machine more of the part without the use of EDM electrodes, jig grinding and hand polishing,” Dale Mickelson, Yasda product manager for Methods Machine Tools Inc. (Sudbury, Massachusetts) says. “The materials that are molded today, like silicon, flow like water and require better than 0.0002-inch accuracies on shut-offs. Dies made to cut thinner and more exotic materials also require better than 0.0002-inch accuracy on the cutting edge,” he says. “Methods imports some of the most accurate machines in the world that can achieve 0.00002-inch accuracies and the ability to cut 92-HRC carbide dies using cutters with special diamond coatings and advanced geometries.”
Michael Cope says that Hurco Companies Inc. has designed a line of bridge-style machine tools that are more thermally stable for moldmaking and will help reduce the problems that exist from the build-up of heat that is present in a traditional C-frame machine because of the faster feed rates and spindle speeds associated with high-speed machining. “In addition to machine-tool design, offering machines with higher-rpm spindles, faster acceleration and deceleration and the dual contact type of toolholders (like HSK and BigPlus) will also help our customers achieve better results,” he says.
Clare Welham, marketing coordinator for Schunk (Morrisville, North Carolina), also notes the increase in the use of higher-rpm spindles for moldmaking. She says that these spindles require machinists to think differently about how to make chips, so moldmakers are trying new approaches like chip-thinning techniques. “Schunk is addressing these challenges by using toolholding systems that are capable of a high number of rotations per minute, that clamp the tool concentrically and are accurate, repeatable and balanced. They are also easy to use, thereby eliminating the guess work of precision toolholding. High-precision I/D and O/D workholding is capable of micron precision.” Another advancement is intelligent toolholding systems with sensors that have the ability to communicate with the machine to make automatic adjustments when needed, she says.
Likewise, Mickelson says that Methods Machine Tools Inc. supports customers by guiding them in choosing the best holders, cutters, fixtures and programming techniques to achieve the highest part accuracy and finish. “Methods teaches the customer when to use five-axis and how to get the best finish and the most tool life using all the different techniques offered in the most popular software programs,” he says. Additionally, Methods Machine Tools Inc. built a new tech center in Acton, Massachusetts, that features new materials testing, cutters testing, holders testing and so on. “All the latest products that come out will be tested here and shared with customers that purchase Methods machines.”
Cheto Corp. S.A.’s CEO Carlos Teixeira says that a new machine concept for small-size, deep-hole drilling with milling has recently been introduced. “We expect that with this new equipment, our clients’ production planning and use of resources will change because the machine will provide both deep-hole drilling and milling ‘all in one’ and will process the parts in a way that is simpler, faster and more accurate,” he says.
Likewise, Makino has introduced new machine tools with advanced features. “The machines will have an optimized footprint, reducing floor-space requirements,” Ey says. “They will come automation-ready and will have connectivity and smart sensors. They are equipped with the latest processing capabilities like collision safeguards to meet the agility and volumetric accuracy that is necessary for continuous five-axis cutting. Makino provides all of this to help increase its customers’ competitiveness.”
Just as these suppliers are evolving technologies to meet the moldmaking industry’s needs, the way that moldmakers are finding and partnering with suppliers, customers and other moldmakers is also evolving—digitally. One example is through OrderFox.com (Chicago, Illinois), an internet resource for the CNC industry. President Brian J. Smith explains that if a company has a machine down and a deadline that it cannot miss, the company can confidentially find the right production partner to help meet the deadline. If a company has extra capacity and is looking to take on additional work, the company can access the platform and search for additional work within its area of expertise. “We are not a machine-tool builder, a technology integrator or even a software company but rather a technology platform that is focused on building industry partnerships and overall industry growth,” Smith says.
Just as these suppliers are evolving technologies to meet the moldmaking industry’s needs, the way that moldmakers are finding and partnering with suppliers, customers and other moldmakers is also evolving—digitally.








Related Content

3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Read Next

Using Automated Technology to Fill the Skills Gap
Process automation is one of the fastest-growing strategies for overcoming capacity constraints in a mold shop.
Read More
Hard Milling Gives Eden Tool a Competitive Advantage
Hard milling proves to be a strategic advantage for a small mold shop that runs lean and serves the medical device market.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More