
Adopting a Production Mindset
An HMC with a pallet changer and modular fixturing system has streamlined job change-overs at this Tier 2 automotive toolmaker.
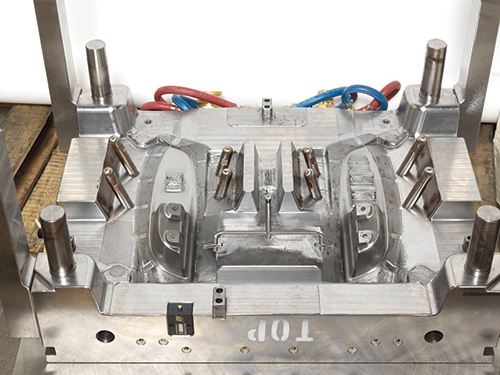
Here is an example of a mold machined at CS Tool Engineering. The accuracy of the a82 HMC and the precision of the FCS workholding has limited the need for spotting and benching operations on many such tools. Images courtesy of CS Tool/Makino.

At CS Tool, operators like Sousack Pongrattana, the CNC machinist shown here, commonly set up one pallet while another is in the workzone. This strategy has proven particularly useful for urgent engineering changes, which the shop can accommodate with minimal machine downtime.

Makino's a82 horizontal machining center.
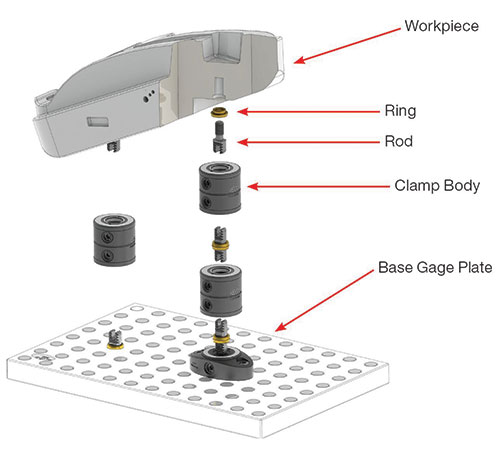
This image shows the primary components of an FCS modular clamping system. At CS Tool, the system improves spindle access to the part and adds to the setup-time savings delivered by the a82’s pallet system. Illustration courtesy of Single Source Technologies.



Leadership at CS Tool Engineering already had a make and model in mind when they decided to install a new machining center in 2011. By that point, the company’s Makino MCC2013 horizontal machining center had served as a reliable workhorse for almost a decade, and it was still “just as accurate as it was on day 1,” says Don Snow, operations manager. To his surprise, however, distributor contacts recommended an entirely different model, one that would lead the company to rethink some long-held perceptions about its approach to production. “I thought it was a bit strange that they were recommending an a82, because we are a mold manufacturing operation, not a production machining environment,” Snow recalls.
In hindsight, he and the rest of the CS Tool team are confident that they made the right choice with Makino’s a82. Featuring all the reliability, precision and speed the shop had come to expect after its experience with the older machine, the HMC reduced cycle times by a third and significantly reduced benchwork. However, the machine also shipped with a pallet changer that streamlined transitions from one part to the next, particularly with the later addition of a modular fixturing system. As a result, setup time has been reduced by half, and fewer operators can run more machines.



Adapting to the Times
Now entering his 36th year at CS Tool, Snow says keeping up with the latest technology and processing strategies has been a priority since the shop’s earliest days. Founded in 1967 by brothers Tom and Don Mabie, the Cedar Springs, Michigan, business started out manufacturing tooling for garnish trim, hood ornaments and other smaller automotive parts. The shop has since made a name for itself as a Tier 2 supplier of plastic injection and compression molds for interior components like overhead consoles and door panels. It also produces molds for various consumer products.
CS Tool’s willingness to invest in its future certainly paid off during the recent economic downturn. Having a machine fast and precise enough to handle P20 steel and Mold Max alloys played a significant role in the shop’s survival, Snow says. Purchased in 2003, the Makino MCC2013 and its fourth-axis table has proven particularly useful for achieving fine finishes on tight corners and walls in applications that involve deep pockets and varying angles from the face. Given these advantages, obtaining another MCC2013 was top of mind as business improved and the shop needed additional capacity. Yet, seeing the a82 in action at local Makino distributor Single Source Technologies (SST)—and, notably, at other mold shops—convinced Snow and his team that this machine would be a better fit.
Faster Change-overs
Commonly used for high-volume applications like automotive engine block production, the a82 HMC features a pallet changer that enables operators to set up one workpiece while another undergoes machining in the workzone. However, the shop has found that this strategy can also be useful in an environment characterized by custom components where only two pieces are alike. In fact, for a mold shop, benefits can go beyond reducing setup time. At CS Tool, the twin-pallet system is a major asset for quick-turnaround orders, particularly engineering changes, Snow says.
As an example, he cites an oft-recurring scenario: the machine is in the midst of cutting a block with a lengthy cycle time when a customer requests an urgent design change on another job. The operator can go ahead and set up the second block while the machine continues its work on the original job, so no time is lost. With that setup completed, the operator can pick a good point to stop the machine, swap the pallets, complete the short-run order, and then swap the original, long-running job back into the workzone.
Precise, Flexible Setups
Although pallet-changing capability delivered an immediate benefit, the addition of a separate auxiliary product pushed time savings even further. Available from SST, the FCS modular clamping system (Breyl) has further reduced setup time by improving access to the workpiece and eliminating the need to re-indicate.
At the heart of the system are base gage plates with grids of threaded holes spaced 50 mm apart within 5 microns. Work-pieces mount to these holes via cylindrical clamping bodies. Making each connection—workpiece to clamping body, clamping body to base plate—requires a combination of rods and rings.
These connections are illustrated in the diagram below. On one end of each rod is a serrated feature that interfaces with the clamping body. The other end of the rod features standard metric threads (typically M12 × 1.75 or M16 × 2.0) that screw through the rings and into a tapped hole in either the base plate’s grid or the workpiece, depending on the connection point. According to the supplier, much of the system’s precision is due to the TiN-coated steel rings at each connection point. One side of each ring mates with the clamping body via a precision-ground taper, while the other side mates with the hole in either the base plate or the workpiece. Tightening the final assembly guides the tapers on the rings into location to provide an H-7-class fit with micron-level repeatability.
Although mounting a workpiece requires creating a tapped hole and counterbore to interface with the rod and ring, the savings provided by the FCS system far exceed that initial time investment. Workpieces can be removed and remounted on the pallet or base plates without re-indicating because the grid keeps the zero-reference point locked in. The modular system also enables quick, customized setups that, in concert with the a82’s full 360-degree B axis, provide unrestricted access to five sides of a workpiece. In fact, CS Tool often builds its own FCS fixtures in-house to save money and to right-size the system for its own applications.
This system could make a difference on any machine, but CS Tool has found it particularly useful with the a82’s B axis and twin-pallet system. “We didn’t realize then just how powerful this would be for our operation when combined with the capabilities of a production-oriented machine,” Snow says. “Suddenly, we were minimizing setup time, improving utilization, reducing time required for pickups, and achieving access to multiple sides of the part. In short, we were performing single-setup workpiece processing.”
Delivering the Essentials
Precision workholding also helps the shop to make the most of the a82’s raw accuracy and speed. To avoid hand-spotting of tools after machining, the shop no longer leaves plus stock on parting lines. “These days, it’s all about machining the parting line to a minus stock,” Snow says. Given, say, a tool with a highly contoured parting line with 3- to 5-degree shutoffs that must sit together and seal without flash, this can be quite a challenge, he adds. “Ultimately, we need a precise and rigid machine tool to do this.”
The a82 has delivered. In one recent case, the company was able to spot a complex mold in two days, as opposed to five days with its previous process. This was possible, Snow says, because the machine’s speed provides a finer finish that eliminated the need for an additional pass and reduced benchwork.
These efforts demonstrate that faster setups and job change-overs can only make so much difference without the basic essentials: precision, speed, rigidity and reliability. Yet, with those attributes in place, the advantages of auxiliary systems like pallet changers and modular fixturing are particularly pronounced. After all, CS Tool isn’t just machining beyond zero. It’s doing so faster than ever before, and with less effort. Thanks largely to the FCS workholding and the pallet system, a single operator can run as many as four machines. “This is a powerful saving because we can do multiple workpiece setups and run lights-out,” Snow says. “One pickup, one setup, cut and done!”








Related Content

How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
It Starts With the Part: A Plastic Part Checklist Ensures Good Mold Design
All successful mold build projects start with examining the part to be molded to ensure it is moldable and will meet the customers' production objectives.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read MoreRead Next

Small Shop HM CS Tool Engineering: The Business Of Customer Service
Despite its location in Cedar Springs, MI—a state that has been hard hit by the economic downturn—CS Tool Engineering, Inc. has landed the 2010 Leadtime Leader Award Small Shop Honorable Mention by constantly investing in technology and offering its customers complete customer service with leadtimes between 10 and 12 weeks.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More