
A Powerful Technology Combination
Producing lightweight plastic parts with high surface quality takes the right blend of mold technology and molding process.
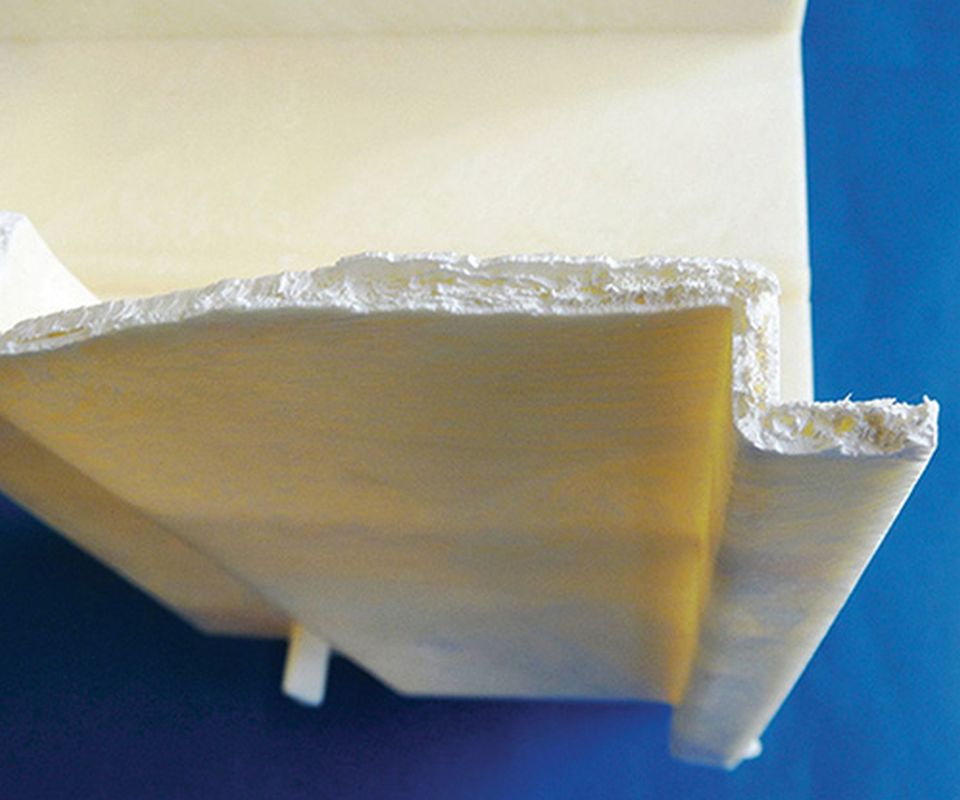
This cross section of a part made through physical foaming technology shows a fine, uniform cell structure. Images courtesy of Wittmann Battenfeld.
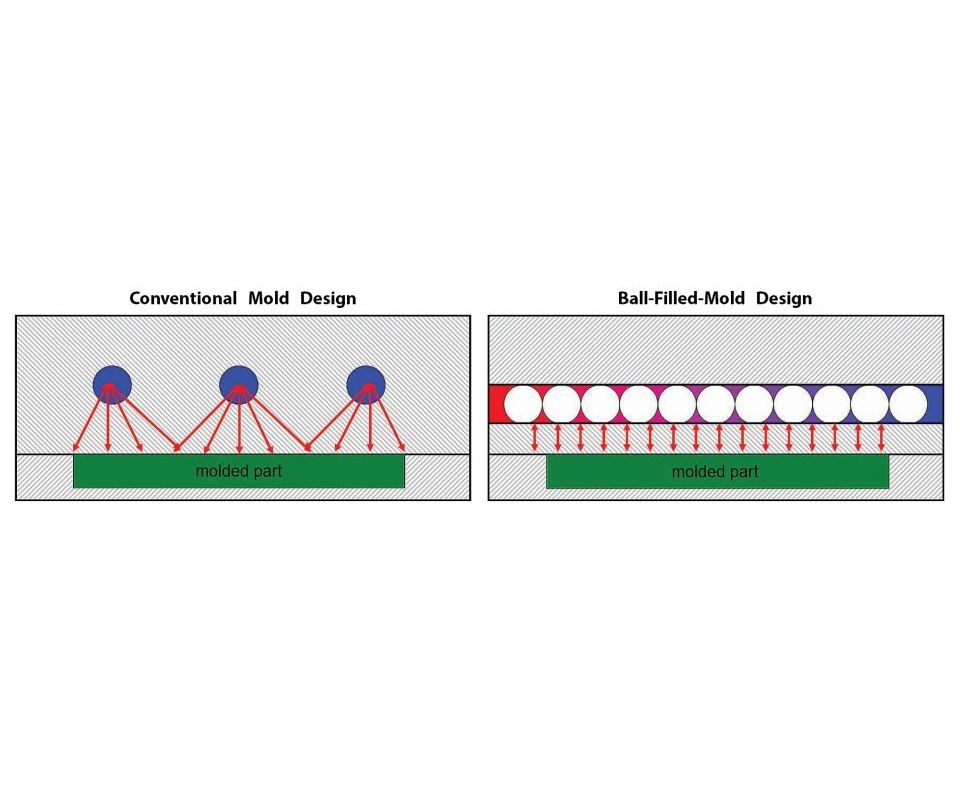
A ball-filled mold system (right) alternately flows hot and cold water through a chamber filled with steel balls. This allows cooling over the entire cavity and at a much closer distance to the cavity than standard cooling channels (left).
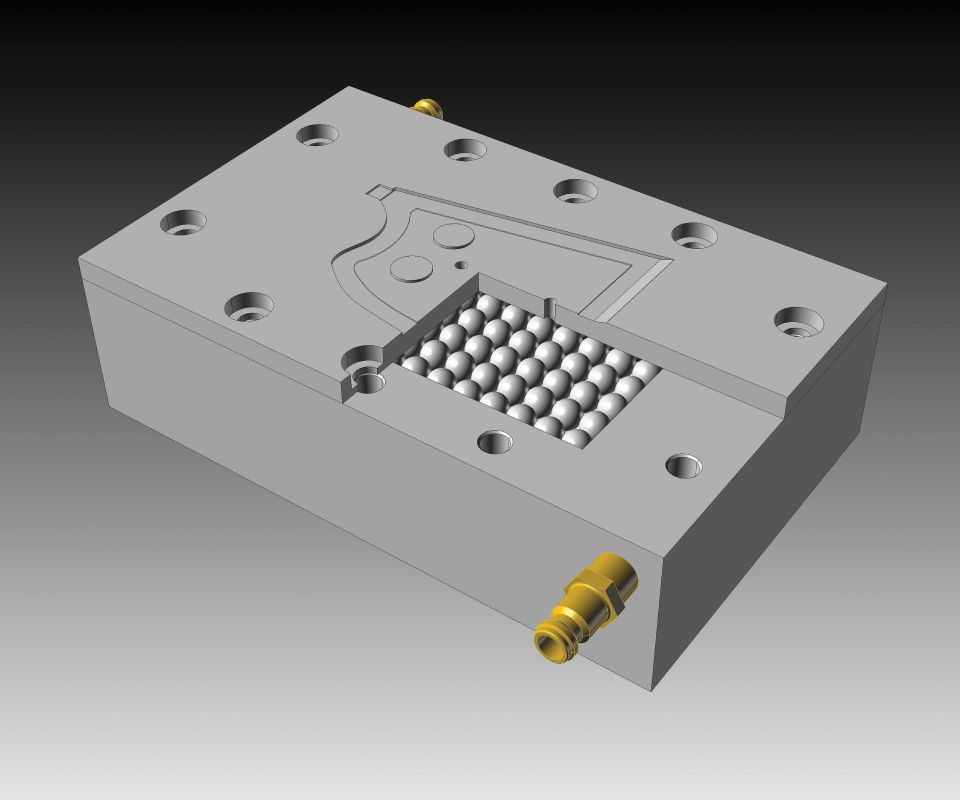
As shown in this schematic diagram, a ball-filled-mold system replaces the typical cooling channels with a large recessed area directly under the mold cavity that is packed with hardened steel balls.

This appliance bezel was molded with a high-gloss finish using ball-filled mold technology.
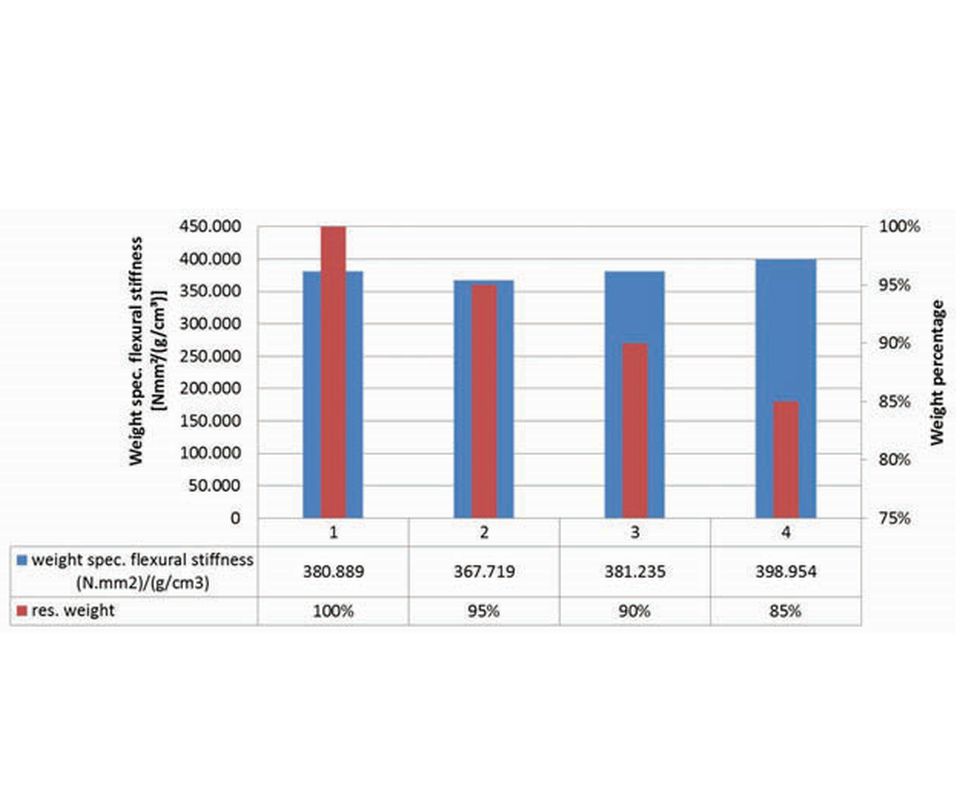
This table shows the degree of expansion with physical foaming technology in relation to part stability/stiffness (blue bar) and part weight (orange bar).

This electronic display part with an inserted glass sheet was overmolded with foamed acrylonitrile butadiene styrene (ABS). A foamed core prevents sink marks, and ball-filled-mold technology produced the glossy surface with no visible weld lines.


Advances in technology for the production of lightweight parts with impeccable surface quality continue to progress. One example of this is the combining a rapid mold heating and cooling process with foaming technology, which allows manufacturers to meet customers’ most stringent demands for lightweight, high-tolerance, high-surface-quality, injection-molded parts.
Foaming processes are one of the key solutions for light-weighting, so they are generally a molder’s first thought when a customer asks for a lighter weight part. By definition, foam injection molding is the creation of a cell structure internally to the molded part. Crosscut views of these parts show solid skins around a foamed core that looks like it has been infused with bubbles. To achieve this effect, either chemical or physical foaming methods can be used. These create a nucleation (the first step in crystal formation from a solution) during cavity filling. The chemical process requires that chemical blowing agents (CBAs) be mixed into the material, with nucleation happening as the mold fills in an open-loop reaction. Physical foaming makes use of gases, usually nitrogen or sometimes carbon dioxide, that are mixed directly into the melt stream prior to mold filling. It is a mechanical, closed-loop controlled function between the gas delivery system and molding machine interface. Which method is appropriate depends on several factors, including the functional requirements of the part.



In addition to producing a lighter weight part, foaming also results in reduced warpage and dimensional stability. When a part is going to be highly visual, it is preferable for it to be both flat (with a sink-free surface) and without visible weld lines. The foaming process helps achieve this by producing internal pressure through the expansion of cells during cooling. While the foaming process creates a surface that is flat, the nucleation process can also have the unintended effect of creating surface “swirling.” This is caused by some of the gases escaping and becoming trapped between the melt and the cavity wall. The resulting appearance may be acceptable in many applications, but parts requiring either glossy or smooth, clean finishes may require additional conditioning after molding, such as painting or covering. However, it is possible to mold foamed parts with high-gloss, smooth surfaces without the post-production conditioning by combining foaming with rapid mold heating and cooling.
Unlike traditional solid-part molding where the material sets up or freezes when it makes contact with the cooler mold surface, heating the mold to near the melt temperature allows the material to stay molten longer and results in a resin-rich, smooth surface to the molded part. This general process of heating the mold surface prior to or during injection and then rapidly cooling the mold has many terms, including variotherm, rapid heat cycle molding (RHCM) and hot/cold molding. It involves raising the mold temperature during the filling phase then rapidly cooling the mold at the end of filling. The heating and cooling can be achieve-filled using steam, induction, cartridge heaters or conformal cooling channels. All are complex and necessitate coordination among the mold builder, machine supplier and heating/cooling sources.]
One method that uses water for the cooling process is ball-filled-mold technology. In contrast to a standard mold with conventional tempering channels, a ball-filled-mold system replaces the typical cooling channels with a large recessed area directly under the mold cavity that is packed with hardened steel balls. (The balls also support the mold base and prevent flexing or distortion due to cavity pressures.) Pressurized hot and cold water alternately flood the same channel area, serving as the temperature control medium. This process enables a rapid, cyclical variothermic heating and cooling of the mold cavity. The cooling and heating are much more controllable and effective due to the shorter, uniform distance to the part or mold cavity. The design reduces the amount of steel between the channel and the part, enabling high heat transferability, constant temperature along the cavity and quick temperature changes.
To ensure that a ball-filled-mold system works properly, temperatures must be quickly switched as precisely as possible. Specially developed temperature controllers with two separate water circuits have been developed for this application and are highly recommended to ensure that the process works correctly.
Foaming, along with this use of variotherm mold tempering (rapid mold heating and cooling), such as can be achieved with ball-filled-mold technology, makes it possible to meet the most stringent requirements concerning the weight, warpage, dimensional stability and surface quality of molded parts.
Wittmann Battenfeld, Inc.








Related Content

In "Hybrid" FIM Process, 3D Printing Complements Injection Molding
Alpine Advanced Materials used a desktop 3D printer and the freeform injection molding process to reduce prototype tooling production time and cost for its customers.
Read More
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
3D Printing Technologies for Moldmaking Applications
3D printing technologies, from conformal cooling to complex mold building, are making an impact on the moldmaking industry, one innovation at a time.
Read More
MMT Chats: 4 Keys to a Successful Mold-Building Operation: Innovation, Transparency, Accessibility and Relationship
MoldMaking Technology Editorial Director Christina Fuges chats with Steve Michon, co-owner of Zero Tolerance in Clinton Township, Michigan, about the excitement of solving problems, the benefits of showing gratitude, the real struggle with delegation and the importance of staying on top of technology. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read MoreRead Next

Is it Time to Add Molding Capabilities?
When working with MGS Mfg. Group on March's "A Modern Moldmaking Trend" feature, which examines what it actually takes to add molding capabilities (whether for sampling or production molding), the discussion lead to some questions every shop should ask first.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More