
Tooling for Closed-Molded, Low-Pressure Injection Molding Reduces Costs and Cycle Time
Floating mold technology, developed, commercialized and patented by VEC Technology, L.L.C. (Greenville, PA)—a complete systems solution.
Share
Read Next



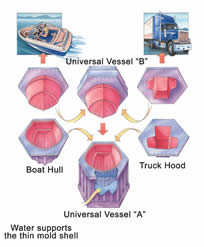
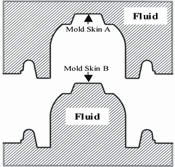
Image courtesy of VEC Technology LLC.
Floating mold technology, developed, commercialized and patented by VEC Technology, L.L.C. (Greenville, PA)—a complete systems solution approach provider to the composite mold-ing industry including patterns, molds, part manufacturing and turnkey VEC molding systems incorporating floating mold technology—is a new type of tooling for closed-molded, low-pressure injection molding. According to VEC Technology Vice President of Sales and Marketing Ray Fundora, the tooling is based on the fundamental principle that fluids such as water are non-compressible in the pressure ranges used in closed molding.
The benefits of using this technology include: reduced tooling cost, reduced cycle times, increased speed-to-market, and increased molding flexibility and performance. Applications include hoods for earth moving and farming equipment, personal watercrafts, golf cart hoods, underground trenches and sumps, structural and flotation foam structures, institutional furniture, boat hulls, decks, and other marine applications.



Floating mold components consist of mold skins, attachment flanges, universal vessels and a non-compressible liquid. The construction begins with a master model that is used to create the two molding surfaces (mold skins). One female mold skin (side A) and one male side (side B) are designed to create the proper cavity size between them. Special attachment flanges and all necessary closed-molding hardware are bonded in the mold skins at this time. Then, a set of universal vessels is created—one for the male half and one for the female half of the mold. The universal vessels are outfitted with special attachment flanges, and each mold skin is attached to its own universal vessel with a custom flange—creating an airtight seal between the vessel and the skin.
Next, the two assembled mold halves are filled with water or any non-compressible fluid, and all air is purged from the interior of both vessels through a system the company developed. “Due to the non-compressibility of the fluid, the mold is now a rigid hydraulic system,” Fundora points out. “Any forces exerted on the skin such as internal injection pressures are now transferred through the fluid to the exterior pressure vessel. The universal vessels are designed to handle the maximum potential pressure generated from the injection process. At this point, the mold is ready to make parts. The two assembled mold halves are placed in a lifting frame, which will allow the tool to be opened and closed. Once the mold halves are closed, the injection process is started.”
Since the mold is fluid filled, it has excellent thermal conductivity, which allows for improved temperature control of the mold surface, Fundora adds, and results in reduced cycle time and improved cosmetics. Additionally, the universal vessels incorporate an internal Smart System to monitor pressures and temperatures throughout the molding cycle. “These response systems are designed to close the loop between the injection equipment and the floating mold,” Fundora states. “It allows injection profiles to be adjusted dynamically based on actual mold condition and parameters; therefore, optimizing the injection process. These features result in greater part-to-part constancy, reduced cycle time and improved cosmetics.”
Floating mold tooling life is based on the materials used to manufacture the mold skins. Mold skins can be manufactured using various materials, including chopped fiberglass skins for prototypes and low annual volume; mats, fabrics and roving reinforced for low-to-mid annual volume; and cast aluminum for high annual volume. Fundora notes that minor part design changes can be easily incorporated into the mold skins; and major part design changes can be accomplished through new skins. The attachment flanges and the universal vessels can be re-used—further reducing the cost of new tooling.











Related Content

How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Dynamic Tool Corporation – Creating the Team to Move Moldmaking Into the Future
For 40+ years, Dynamic Tool Corp. has offered precision tooling, emphasizing education, mentoring and innovation. The company is committed to excellence, integrity, safety and customer service, as well as inspiring growth and quality in manufacturing.
Read More
Editorial Guidelines: Editorial Advisory Board
The Editorial Advisory Board of MoldMaking Technology is made up of authorities with expertise within their respective business, industry, technology and profession. Their role is to advise on timely issues, trends, advances in the field, offer editorial thought and direction, review and comment on specific articles and generally act as a sounding board and a conscience for the publication.
Read More
Tackling a Mold Designer Shortage
Survey findings reveal a shortage of skilled mold designers and engineers in the moldmaking community, calling for intervention through educational programs and exploration of training alternatives while seeking input from those who have addressed the issue successfully.
Read MoreRead Next

Changeable Mold Base Offers Flexibility, Productivity While Reducing Tooling Costs
A mold base has been designed that provides faster production changeovers.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More