Nanotechnology Benefits to the Mold
Nano-formulated mold coatings can address the part fill and release challenges that come with highly complicated design requirements, expedited manufacturing expectations and high raw material prices for molds and resins.




Polycarbonate parts. Photos courtesy of Nanoplas, Inc.

ABS parts with 160 pin holes.

PC/ABS parts with complex detail.
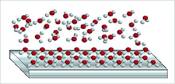
Figure 1: The coating is created by forming a nanoscale barrier from nano-formulated molecules. Figure courtesy of Nanoplas, Inc.

Polyolefin parts.
Nanotechnology is one of the fastest growing industries around the world. Recent advancements in pharmaceuticals, bio technology, medicine, engineering and material sciences are found in a wide variety of products. The applications and their benefits are limitless.
Nanotechnology refers to the multiple disciplines of science and technology whose common interest is in controlling matter on the atomic and molecular scale. It involves the creation of devices and materials from molecular components with dimensions at the nano scale, which ranges roughly from 1 to 100 nanometers (nm).



A nanometer is defined as one billionth of a meter and is used in measurements that are only visible under extremely high magnifications. To put it into perspective: a sheet of paper is about 100,000 nanometers thick; a human hair can be between 50,000 and 180,000 nanometers; and there are 25,400,000 nanometers in an inch.
Using nanotechnology—to control the behavior of the very atoms that make up molecules—it is now possible to alter and fabricate molecular structures with unique designs. This enables us to tailor make molecules and matter to create materials that offer specialized functions.
These materials can exude different properties at the nanoscale. Some become better at conducting electricity or heat, some are stronger, some offer different magnetic properties, some even change colors as their size is changed, and some significantly change the surface characteristics of products they are applied to.
In short, with nanotechnology there are infinite possibilities for the creation of products that were thought to be impossible.
Nanotechnology and Plastics
The plastics industry has begun embracing nanotechnology in the manufacture of a variety of material additives and nano composites that provide unique benefits in electrical conductivity, thermal conductivity, flame retardants and structural integrity.
One of the greatest opportunities for improvement in plastic part production and part quality is in the mold. While moldmakers, design engineers and processors strive for perfection, this is not always realistic.
With current demands to maintain a competitive advantage, moldmakers and molders alike are challenged with highly complicated design requirements, expedited manufacturing expectations, coupled with high raw material prices for molds and resins.
Many parts require tight tolerances with little draft and high level cosmetic finishes. Some require designs that are not ideal for part cooling or part removal. Others require the use of various resin compounds that by their very nature may be prone to sticking and filling issues, as well as part surface imperfections.
A mold coating created using nanotechnology can address these issues, thereby solving significant problems for today’s moldmakers and processors—a semi-permanent, self-applied coating, designed to reduce cycle times, rejects and maintenance, while improving part quality in injection molding, blow molding and rubber molding applications. The coating is created by forming a nanoscale barrier from nano-formulated molecules (see Figure 1).
The coating can facilitate a part release for up to and in many cases exceeding 300,000 cycles per coat—depending on the molded material, fillers, mold design, material flow rates and pressures.
How It Works
A nano-formulated mold coating is comprised of three intrinsic parts that self-assemble when applied to the mold surface. Together, these three regions function as a whole and work synergistically in forming a nanomesh microscopic netting that prohibits fluids from coming into contact with surface structures, while at the same time, allowing an unimpeded flow of vapor from the substrate into the atmosphere.
This coating incorporates the use of a solvent carrier (an ethanol-based fluid) that effectively ferries reactive (unstable) and non-reactive (stable) particles, and prevents them from forming their molecular structures until applied to the substrate.
Once applied to the substrate, the ethanol-based solution evaporates—allowing the reactive particles to immediately anchor themselves to the substrate surface while non-reactive regions form the nanomesh at the coating’s surface.
After the coating has been cured, the nanomesh has become a uniform and cross-linked microstructure on the substrate surface. The upper region of the microstructure, by virtue of its hybrid material base, is chemically inert and exudes hydrophobic properties. It repels materials that come in contact with it.
The miniscule size of this nanomesh denies access to molecular structures that are too large to pass. Only entities at nano particle size can pass through the nanomesh; therefore, molded material cannot adhere directly to the substrate, yet the substrate is vapor permeable.
Usage, Applications and Benefits
It is currently in use primarily by molders in every market around the world. It is widely used in extended production runs and new tool launches. For example, non abrasive materials like polyolefins and elastomers that might be used for molding caps or closures typically experience a number of cycles in the 300,000 plus range. Highly abrasive materials can experience a wide range from low thousands for example in complex pump housing to hundreds of thousands in connector molding, depending on the application. Even in the event of the lower number of cycles, the ROI becomes evident because these applications in many cases are highly labor intensive, require significant amounts of mold release, and can have very expensive scrap rates.
A nano-formulated mold coating can be used for virtually any molded material—including heavy glass- and mineral-filled resins, rubber and silicones, and can be applied to any steel or aluminum substrates, as well as other materials such as beryllium, copper, etc. It has been successfully used on tool steels. For example, H13, P20, S-7, which are very popular molds for the majority of general-purpose moldmaking, as well as 420 stainless steel molds with diamond finish for molding of caps and closures. In addition, it has been applied over beryllium copper inserts with successful results.
At between 100 nm (0.0001mm) to 200nm (0.0002mm) in thickness, a nano-formulated coating has no effect on dimensional integrity and exudes hydrophobic (water repelling) anti-stick, anti-static and anti-corrosion properties with an extremely low-friction coefficient, which ranges from .050 to .130 per ASTM 1894.
The reduction in surface tension assists in filling and decreasing scrap due to the elimination of material dragging upon fill. In many applications, lower molding pressures and temperatures also can be achieved.
Faster cycle applications coupled with lowered fill and pack pressures can equate to lower part weights and substantial material savings. Some molded parts such as caps and closures may realize a combination of benefits including a reduction in fill time, reduction in molding pressure, overall cycle time reduction and reduced scrap due to the elimination of ejector pin push through.
The coating can withstand temperatures of up to 1200°F. Due to its nanomesh structure the coating stretches along with the expansion and contraction of the mold, rather than chipping or flaking.
This type of coating is non-toxic and does not migrate to the part surface, so it has no effect on post molding operations—such as painting, plating or decorating. It can be used in cleanroom applications and in paint booth environments where aerosol and silicone mold release products are prohibited.
It offers the flexibility of in-house application contrary to other coatings that require the molder to send the tool or components out to be coated by third-party coating companies. The coating is easily applied by wiping or brushing and allowing it to cure. Cure times can be from eight to 16 hours depending on the formulation.
Depending on the application, a nano-formulated mold coating can completely eliminate the use of traditional mold release products. For example, some elastomeric molding applications have sticking problems that are severe enough to cause the parts to stick every time. In many cases the solution is a robot arm to apply a mold release spray to the mold after each part release. This is a costly and messy operation as the mold and parts become coated with the mold release. By facilitating an extended release, the robot can be redeployed and the requirement for periodic mold and part cleaning is drastically reduced, if not entirely eliminated.
In other cases, an operator may be required to remove each part manually, and then apply an aerosol mold release to the mold by spraying it down. This is very labor intensive, slows cycle times significantly and uses a lot of aerosol mold release. By using a nano-formulated mold coating the operator can be reassigned to other tasks. The machine can often be run in fully automatic mode, greatly reducing cycle times, and eliminating the aerosol mold release for each shot. It is designed to be resistant to most common cleaners and degreasers so molds can be cleaned without removing the coating.
If the coating becomes worn in one area or is scratched inadvertently it can be spot coated in that area. With other coatings the mold may have to be removed and sent back to the company that originally coated it.
Nanotechnology Benefits to the Moldmaker and Molder
Moldmakers and molders should consider nano-formulated mold coatings to address many of the challenges they face. By facilitating the release of parts and reducing drag upon material fill, these coatings can overcome many obstacles inherent to complicated designs and sticky materials. The ability to apply the coatings in house is largely beneficial in terms of time and material savings, and in both existing molds and the commissioning of new molds.








Related Content

How to Achieve the Best Mold Finish
A look at factors that impact the polishability of tool steels and recommendations for obtaining a high-gloss finish.
Read More
Four Micro Tooling Considerations
Issues involving gating, ejection, mold splits and direction of pull are of special concern when it comes to micro tooling.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

Lower Deposition Temperature PVD Coatings Allow for Greater Choice in Mold Materials
New technology allows for application temperatures as low as 200°C (390°F) with no loss in coating performance.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More