
Extra Large Wire EDM Capacity Places Shop on Path for Growth
The constant need for larger, more efficient machining capability pushed Extreme Wire EDM Services to approach GF Machining for a larger wire EDM solution.

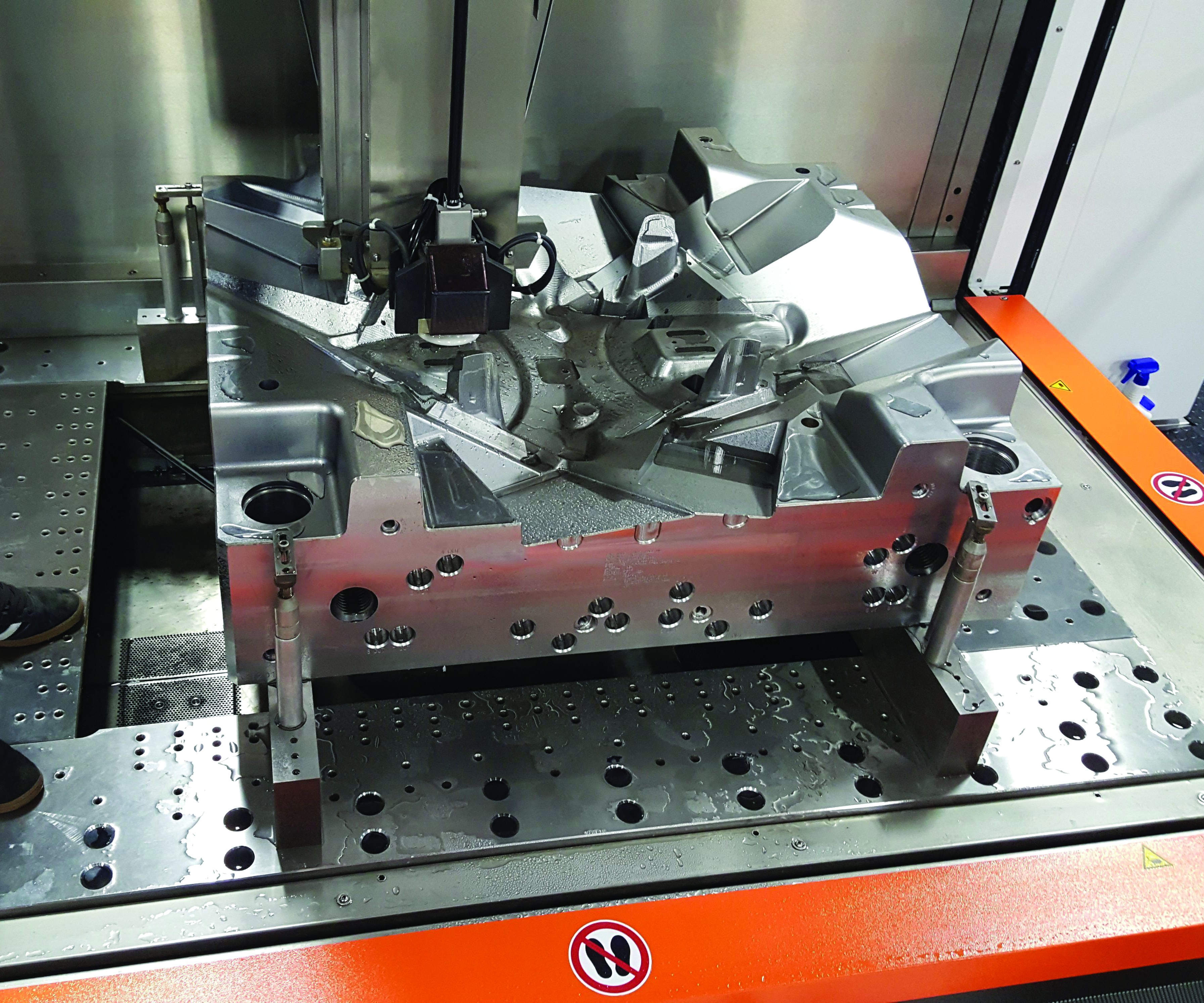
Images courtesy of Extreme Wire EDM Services Inc. Setting up a mold in Extreme Wire EDM Services’ extra-large AgieCharmilles CUT P 1250 wire EDM from GF Machining Solutions. This mold provides a good example of the type of drastic contours that the Grandville, Michigan company frequently cuts for its moldmaking customers.

A shop-floor view shows that Extreme Wire EDM is an all-AgieCharmilles wire EDM company. In addition, it is the first—and currently the only—U.S. company to own the CUT P 1250, which can be seen on the back wall, center, of this image. GF Machining Solutions just unveiled the new wire EDM to the North American market last July, but Extreme has owned one for more than a year now.
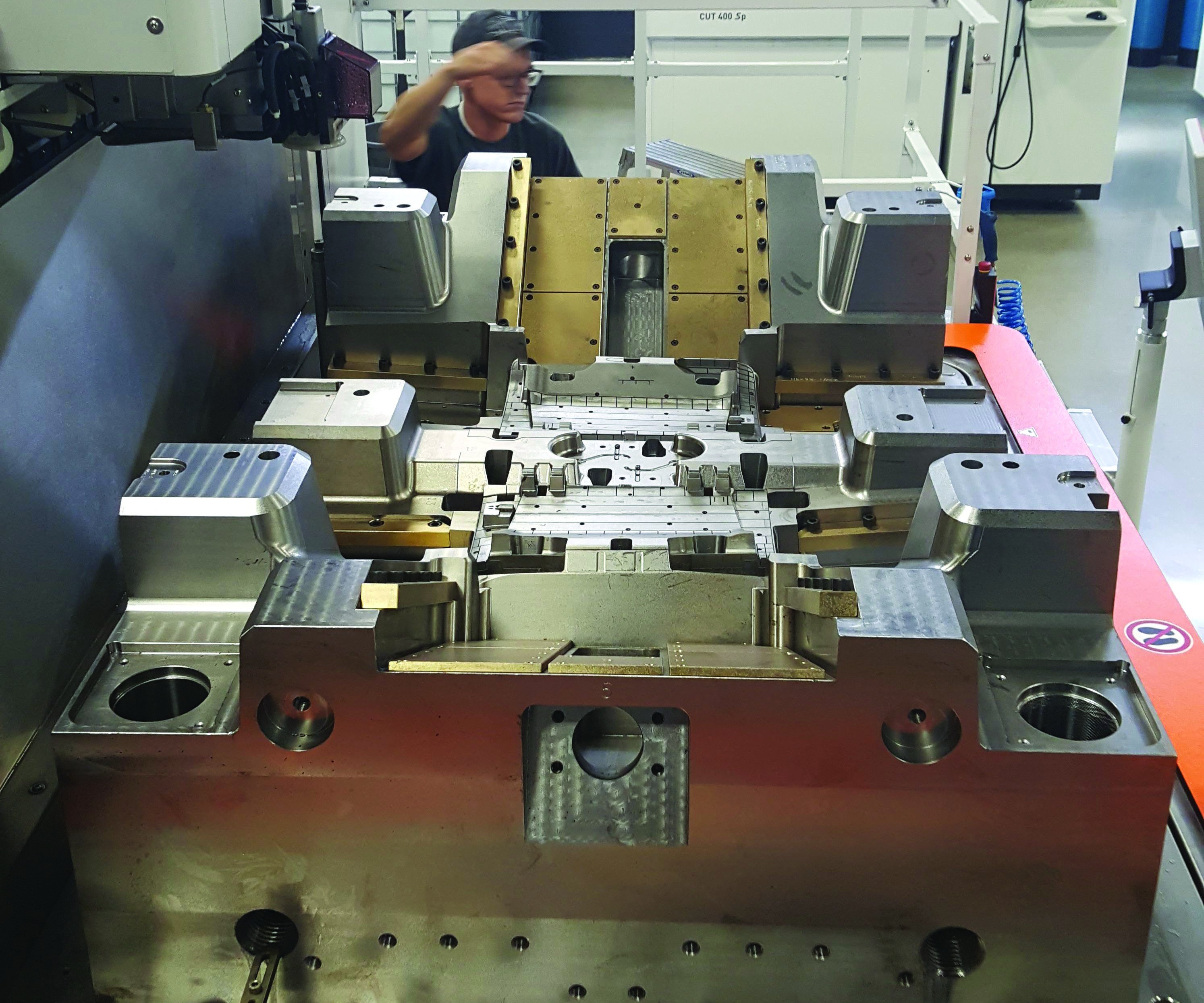
This image shows a very large block set up in the AgieCharmilles CUT P 1250 EDM. Notice how the extra taps Extreme Wire EDM had installed help secure such a large workpiece to ensure cutting accuracy and speed, not to mention protect the table itself from damage.



Extreme Wire EDM Service Inc. is an all-AgieCharmilles EDM shop that strives to grow by taking on large wire EDM jobs that require details most other shops can’t or won’t do, like wire EDM lathing. According to Brian Bernt, vice president, another way to grow is to offer the same services, but on much bigger projects, offering customers a diverse range of services in industries that represent new territory for Extreme. The company’s latest equipment purchase is an AgieCharmilles CUT P 1250 wire EDM from GF Machining Solutions (Lincolnshire, Illinois). It provides capabilities that are right in step with the philosophy of Bernt and his brother, Karl. In fact, GF Machining Solutions confirms that Extreme was the first in the United States to be able to purchase the machine. It may still be the only shop to have done so as the model was just unveiled publicly in July 2017.
Extreme was founded in 1997 in Grand Rapids, Michigan. Extreme started with one Charmilles 290 Robofil non-submerged wire EDM. Today, Extreme has 10 wire EDMs, including the CUT P 1250, which was delivered in July 2016. The company also recently moved into a new, 12,000-square-foot facility in Grandville, Michigan to accommodate the growth made possible by the CUT P 1250. Extreme’s clientele comprises about 80 percent mold builders who require wire EDM services to machine pockets for lifters, ejector pins, core pins and so on. Its clients also require wire EDM services to machine pockets for sub-insert cutting for molds that will manufacture parts for cars, appliances and other consumer products. “Mold manufacturing is a very exacting process, so we’re seeing a lot of very precise work and much bigger workpieces than before,” Bernt says.



EDM Size is Paramount
One issue that many machinists face is having a part that is bigger than the cutting envelope, which Extreme experienced with increasing frequency before the CUT P 1250 purchase. “It’s an ongoing problem because no matter how big a machine we buy, there’s always a larger job coming in. In some cases, we could only fit half of the block or part into the envelope. We would cut that end of it, and then take it out and re-set it up for the other half to be cut, which eats up time and leaves a lot of room for mistakes and other hiccups,” Bernt says. Setups can take half an hour or a full hour each, depending on the difficulty of the project. If a job needs to run overnight, only part of the workpiece can be cut, which leaves the balance sitting there until morning. The constant need for larger, more efficient machining capability pushed Extreme to approach GF Machining for a larger wire EDM solution.
“We began talking with our GF Machining representative about designing a machine that would give us the ability to take on much larger work. It took a few years of research and development before a large AgieCharmilles wire EDM was available that had the features we wanted and needed, like the ability to cut tapers to the full height of the machine, a hardened table and collision protection as standard,” he says.
“Before we took delivery of the CUT P 1250, we had to turn away anything taller than 20 inches and anything longer than 43 inches. This is because the upper head on our next-largest wire EDM, an AgieCharmilles FI 640 CC, wouldn’t go any higher than 20 inches, and its doors are only 43 inches wide,” Bernt says. Sometimes, big workpieces were loaded into a machine with a forklift, which required setting the workpiece on rails above the table. “It wasn’t much of a solution, though, because we were losing Z height from having to raise the part up onto the rails,” he says. For example, if the rails are 5 inches high, the machinist could only fit a part that is 15 inches tall into the machine.
Raising the workpiece off the table also reduces the EDM’s flushing system efficacy. As the wire cuts, the upper and lower heads direct high-pressure water along the cutting wire to keep cutting paths clear of the micro-sized steel particles. Raising the workpiece off the table reduces the ability to flush particles, causing the machine to compensate by decreasing its cutting speed. This, in turn, increases the cutting time and may also compromise cutting accuracy as a result.
Conversely, the CUT P 1250 has doors that lower all the way around the front and sides, which allows Extreme’s machinists to load up workpieces as large as 90.551 x 51.181 x 29.528 inches from virtually any angle. “We can now set parts up to 90 inches in X and 54 inches in Y right on the table,” Bernt says. Even better, flushing is no longer an issue because the heads remain close to the workpiece. Plus, the increased capacity that the CUT P 1250 offers saves time and increases opportunities for Extreme. “It is hard to measure benefits to things like time and money because we’ve never had this kind of capacity in the past. Still, I will say that not having to do multiple setups or deal with rails and forklifts saves a lot of time.”
Extreme also has customers who need wire EDM services for large steel cylinders typical of the food and oil industries. “Before we had the CUT P 1250, customers would give us the large cylinders cut in half so we could do the work, and then they would dowel the cylinders back together. Now they don’t have to do that. With the capacity of the CUT P 1250, we’ve cut a 28-inch-long keyway into a cylinder with no need for additional steps. We have also cut slots on the inside of a steel tube for a massive drill or auger,” Bernt says.
After a year of ownership, the mega CUT P 1250 has made a great impact on the company. Bernt says, “This machine has opened up a whole new category of work we could not do before. We can foresee growing the company by as much as 20 to 30 percent over the next few years because of our ability to take on larger jobs. We may even invest in a second 1250 down the road.”
















Related Content

Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read MoreRead Next

3S for EDM
Applying the sort, set and standardize principles of 5S to EDM operations can increase efficiency by minimizing waste.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More